IT'S NOT ALL THE SAME, I. E. DIFFERENCES BETWEEN COPPER BRAKE LINES
I. Preface
As an introduction, a word of explanation should be given why, as a WP company, we undertook the research and testing of brake lines. The title shows the intentions, but by expanding it, we also want to reveal the ideas of the article. In one of our existing publications (http://09mm.wpcompany.pl/), we debunked the myths surrounding copper brake lines. We cited facts and we proved that copper is a full-fledged replacement for steel lines. Unfortunately, we already mentioned then that the problem is more complex as not every copper line is the same and therefore we wanted to show you a copper brake line benchmark test. For tests, apart from our coil (which we marked with the WP index), we used three other products generally available on the market for the production of brake lines (we marked them sequentially with the indexes "A", "B" and "C"). We do not mention the names of manufacturers, because it is not our goal to score the competition, but to indicate in a very clear and professional way what features of this range have an impact on the quality of the product and how an apparently identical product may differ from each other.
A copper coil for self-preparation of brake lines is a product that does not base its value on patented electrical or electronic solutions. Its price is largely due to the process of raw material preparation, material processing, quality control and adherence to the specification, which allows meeting specific operating parameters under given conditions. It seems that this is quite an obvious issue, and so, for example, when buying drill bits, no one needs to be convinced that the cheapest products differ in durability and life from branded counterparts, in which it is worth investing. Unfortunately, this belief is not common among mechanics in relation to copper brake lines. This may be due to the lack of available knowledge on the subject. As a leader in the production of metal brake lines, we meet our customers' needs by providing knowledge in the form of specific research on this subject. We are curious how our competitors' products will be presented when subjected to the same testing procedure. We wish you a pleasant reading.
II. Test Procedure.
1. Visual Assessment
As we mentioned in the introduction, for our tests we used our 10-meter coil of copper tube with an outer diameter of 4.75mm and we purchased three coils from other manufacturers, available on the market, suggesting the same parameters. In the first stage, we will mark all the coils with indexes for identification at the same and subsequent stages, and we will look at whether, based on the packaging and the visual condition of the product itself, it is possible to draw any conclusions relevant to the buyer. We have marked our coils in accordance with the logo of our company - WP. In order to preserve their anonymity, successive coils will be marked with indices "A", "B" and "C".




Photo No. 1 - Pictures of all coils (WP, A, B, C) in the condition “ready for sale” product.
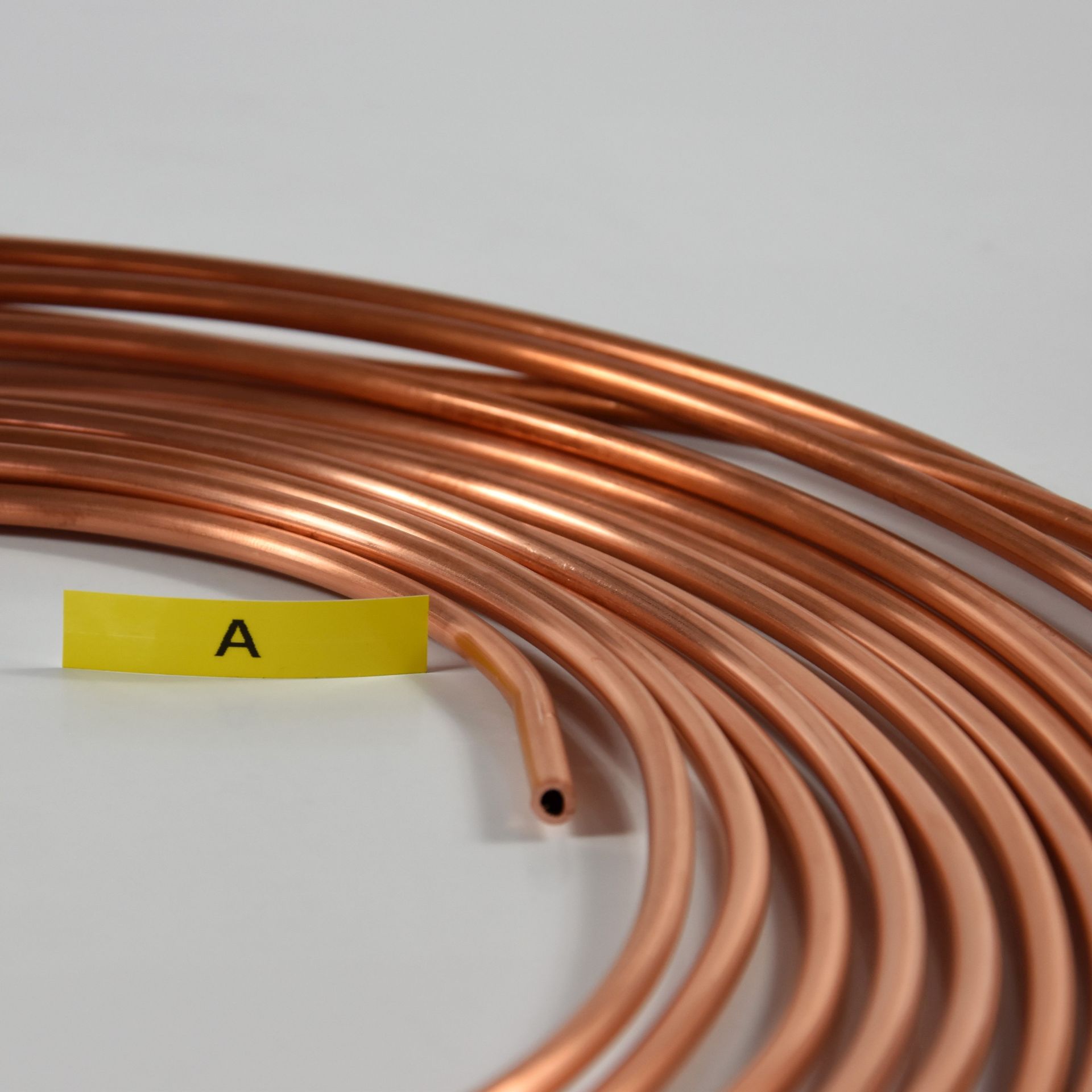
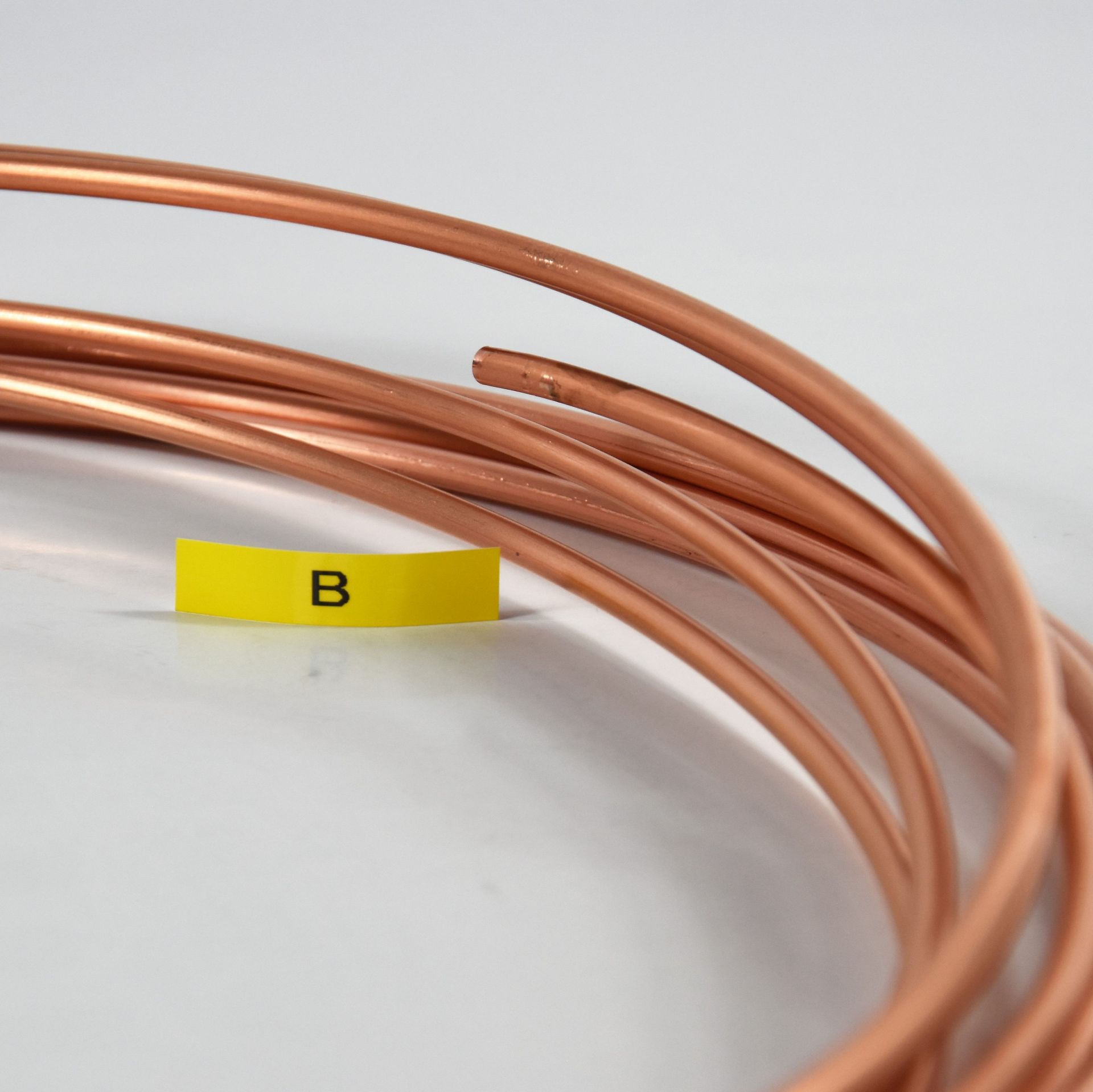
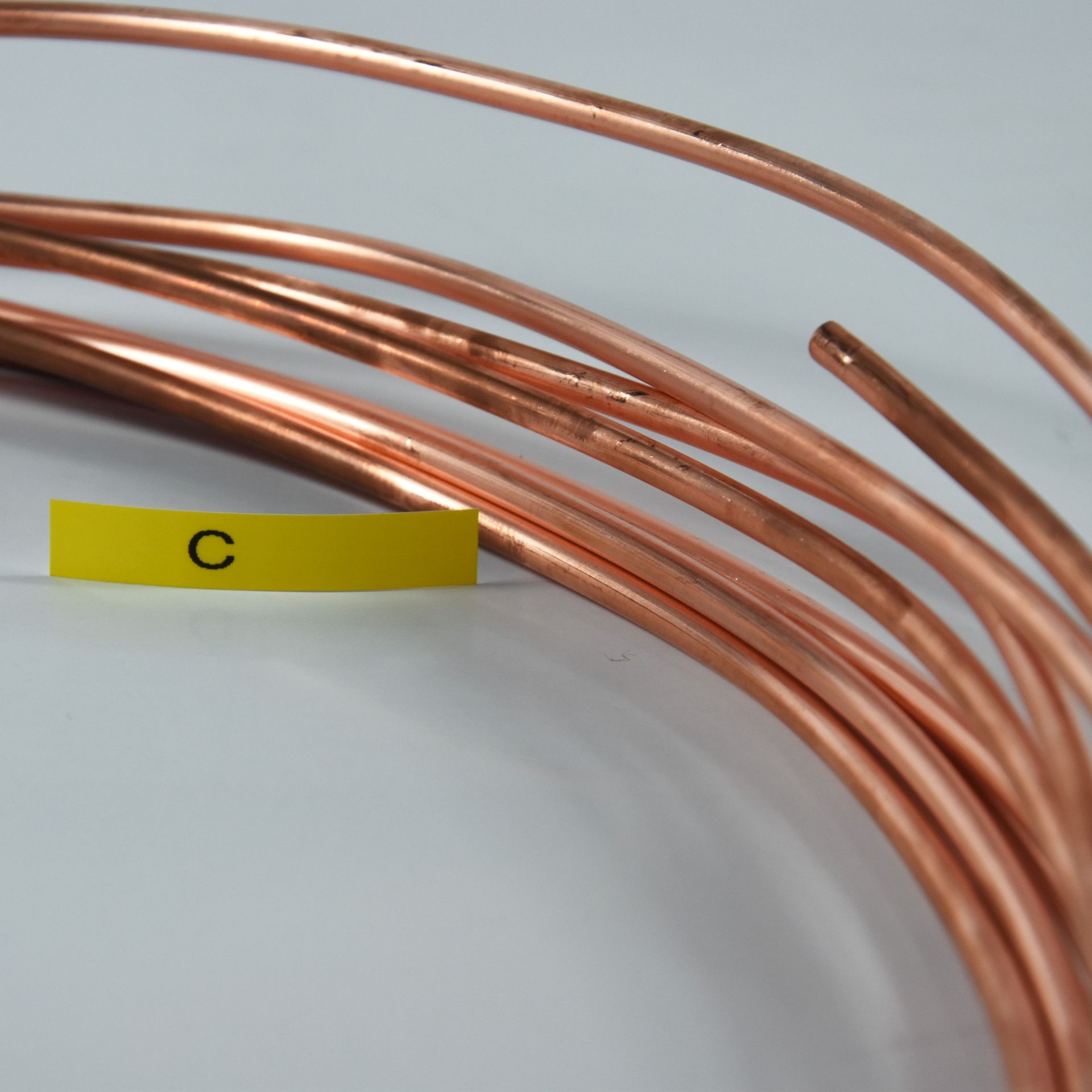
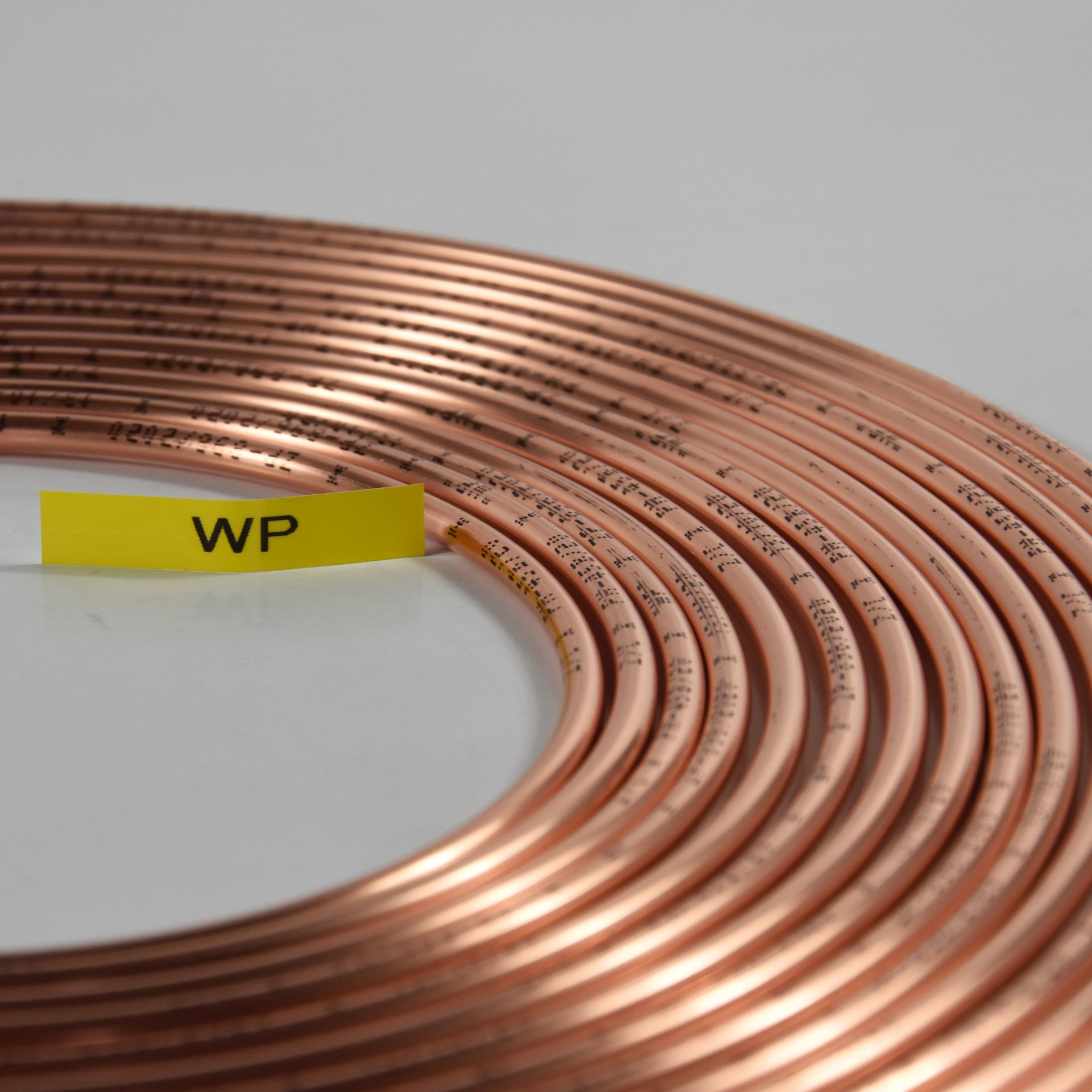
Photo No.2 - Pictures of all coils (A, B, C, WP) with a close-up on the tube.
Description of the coils:
Coil A - a coil loosely packed in a foil bag with a welded seam. The name of the manufacturer on the label on the foil. The manufacturer's logo and the standard number are printed on the tube. The coil is loosely wound but relatively evenly without any visible scratches or dents.
Coil B - a coil loosely packed in a foil bag with a welded seam. There is no manufacturer's name on the label nor on the foil. There are no markings on the tube, no manufacturer's name or batch number. The coil is loosely wound but relatively evenly without any visible scratches or dents
Coil C - Coil is not packed in anything, wound loosely and taped together in one place where the label with the product index is attached. There is no manufacturer's name on the label. There are no markings on the entire surface of the tube. There are scratches and discolorations on a significant part of the tube.
WP Coil - Coil tightly rolled into a "snail" and packed in heat-shrinkable foil that keeps the whole product stiff. On the label both the name of the manufacturer and the product index. The packaging also includes information on the recommended wall thickness and a website address explaining the safety aspects of this product. The production batch number and the manufacturer's logo are printed every 25 cm along the entire length of the tube. No scratches or discoloration.
Conclusions:
It could be said that only on the basis of the observation of the product not much can be concluded. But….it seems that is not true. We are surprised that the C coil had no packaging at all, which is unacceptable in the case of brake lines due to the possibility of mechanical damage, either during transport or storage. The wrapping in foil itself seems sufficient, but on the basis of the A and B coils, we note that this did not prevent these products from bending, which the WP coil avoids being tightly compressed in the heat-shrinkable foil. Fortunately, it only has a typically functional meaning, because during assembly we do not waste time on troublesome straightening of the tube in order to bend it to the desired shape. Unfortunately, the lack of imprints identifying the producer or the production batch cannot be explained in any way. Only the WP coil had these data printed on the entire length of the tube, and the A coil had only the manufacturer's name printed on it. Both coils B and C had no markings over the entire surface of the tube. The fact that product identification is important should come as no surprise. For reasons of justification, we could ask ourselves if we would be trusted by any car part that does not bear any markings. I think this is a rhetorical question. Marking the product identifies who its producer is, i.e. what values and quality behind it. In addition, marking the batch number allows you to determine which batch of the product could have the defect in order to eliminate it.
2. Checking the physical parameters
We start the assessment of the physical parameters with weighing the individual coils. Then we measure the total length of the coil and check the outer diameter of the tube in several places on each sample. After this procedure, 30 cm long samples are cut from each coil for further measurements. The first and the last one at this stage is to measure the wall thickness.
Coil weight measurement:




Photo No.3 - Collage of photos of all coils (A, B, C, WP) while measuring weight.
We proceed to measuring the total length of all coils and then preparing 4 samples for measuring the outer diameter of the tube and the wall thickness:
Photo No. 4 - A close-up of the prepared samples from each coil.
The outer diameter and wall thickness of the individual samples are measured:
Photo No. 5 - Wall thickness and outer diameter measurements of the "A" sample.
Photo No. 6 - Wall thickness and outer diameter measurements of the "B" sample.


Photo No. 7 - Wall thickness and outer diameter measurements of the "C" sample.


Photo No. 8 - Wall thickness and outer diameter measurements of the "WP" sample.
Measurement results:
A - coil weight 0.884 kg; coil length 9.892m; outer diameter 4.69-4.84mm; wall thickness 0.8mm
B - coil weight 1.0160 kg; coil length 10.347m; outer diameter 4.75mm; wall thickness 0.9mm
C - coil weight 0.895 kg; coil length 10.225m; outer diameter 4.53-4.93mm; wall thickness 0.78mm
WP - coil weight 0.977 kg; coil length 10.005m; outer diameter 4.75mm; wall thickness 0.9mm
Conclusions:
In order to evaluate the obtained results, we must define the expected parameters. Based on the DIN-74234 or ISO-4038 standards, we know that the standardized outer diameter of the tube should be 4.75mm and the wall thickness in order for the tube to withstand a burst pressure above 1000Bar should be 0.9mm, which will be shown more clearly in the part showing the tube bursting pressure test One of the factors we'll compare next is the amount of material per meter of tube. To do this, we will calculate the volume of a standard cylinder with a height of 1 meter and a diameter of 4.75 mm and a lumen inside with a diameter of 2.95 mm (4.75- (2x0.9)). Multiplying the obtained volume by the density of technical copper, used in the production of brake lines (8.96 g / cm ^ 3), we get the result of 0.0975 kg. This is our baseline result and, given the length of the coils and the weight, we can calculate the weight per meter of each of the coils. Then we will show you the percentage difference in weight from the nominal value obtained. We will also show the percentage difference in the case of deviations from the given values of the total length of the coil, outer diameter of the tube and wall thickness.
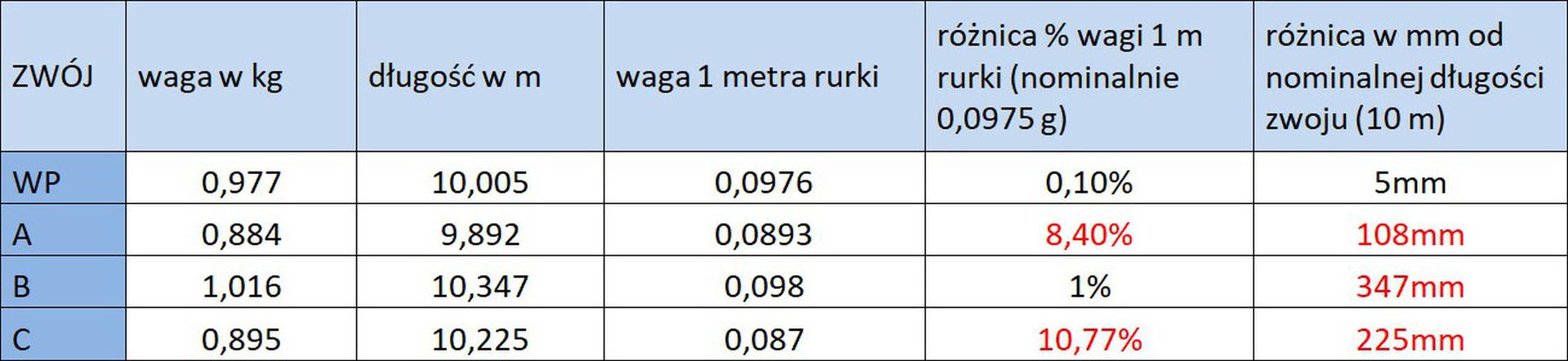
Tabela nr.1 - Wyniki pomiarów ciężaru i długości zwojów.Table No. 1 - Results measurements of weight and length of the samples.
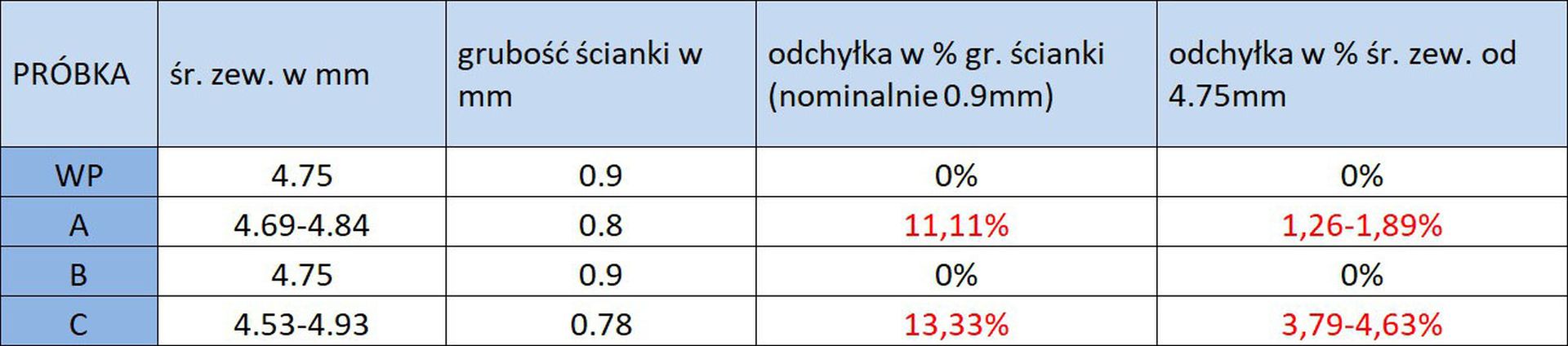
Table No. 2 - Results of measurements of the outer diameter and wall thickness of the samples.
At this stage, we already have a lot of data on even how the quality control of individual producers is or is not functioning. Even only the length of the coils was a surprise to us. In the case of the WP coil, the length is measured electronically with an encoder and the difference from the nominal 10 meters is only 0.05%. By contrast, there is an example of a coil "B" which, although it had good results when measuring the outer diameter and wall thickness, within the prescribed values, such as the WP line, the difference from the commercially-quoted coil length was over 34 cm. Such a difference provokes the suspicion of cutting by the proverbial "eye" in terms of quality control of the production process. The A and C coils recorded no better length results, which also differed from the nominal 10 meters by 10 and 22 cm respectively. Interesting conclusions arise after checking the amount of material in the meter of the product. Based on these studies, we have clearly shown that the seemingly same product can simply consist of a smaller amount of the material, which mostly generates its price. The "WP" coil has an assumed weight of almost 1 gram, which means that it has a wall thickness of 0.9mm along its entire length with an outer diameter of 4.75mm. A decent result was also noted for the "B" coil, but in the case of the "C" coil it is more than 10% less material than the "WP" coil, which is confirmed by the measurements of the wall thickness, which in the case of this coil was 0.78 mm and the outer diameter did not hold the oval, because in various places it ranged from 4.5mm to 4.9mm. The "A" coil also had a problem with keeping the oval shape, where the differences in the outer diameter ranged between 4.69 and 4.84 mm and the wall thickness was also below 0.9mm, i.e. 0.8mm. In the case of this coil, it is surprising that the manufacturer himself states that it has a 0.9. Nevertheless, such a result has not been recorded. The fact that the wall is thinner than it should be on the entire surface is also confirmed by the material density measurement. The results were lower than the guidelines by almost 8.5%.
3. Assessment of flare
We started this stage with sample preparation. All samples have a standard flares made on a series machine that acts on each tube with the same force and on the same relief surface, so that each flare is reproducible. We are wondering whether the differences in the parameters that we checked in the previous stage will be seen in the behavior of the tube during flaring. The dimensions we refer to, including the width of the flare, its height and the inclination angles of the front surface, which are contained in the DIN-74234 standard. For measurements, we will use the Keyonce IM-6120 device, used in our laboratory to test the correctness of the flares performed. The device prepares a report by analyzing the indicated surfaces under a microscope, on the basis of which it makes measurements.
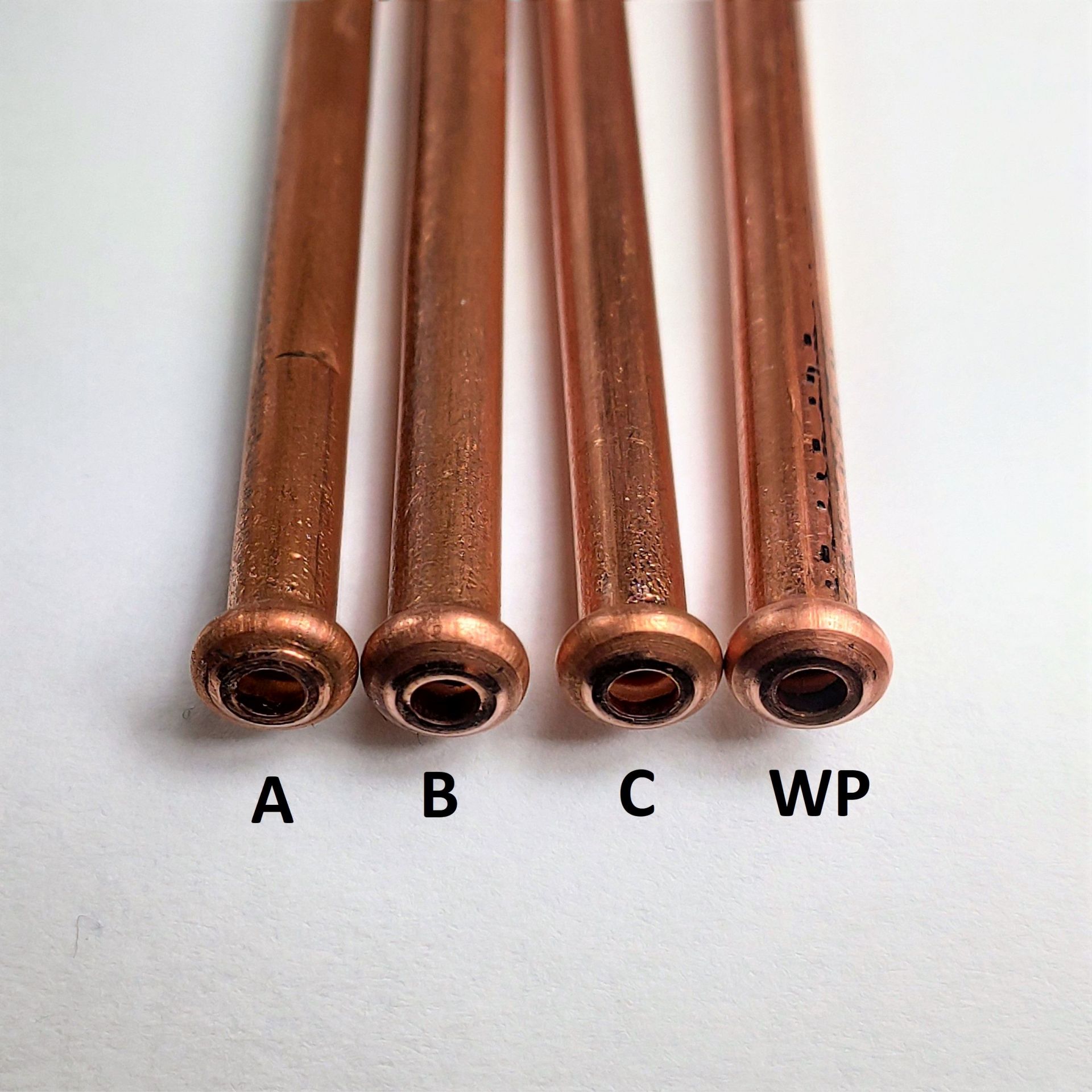
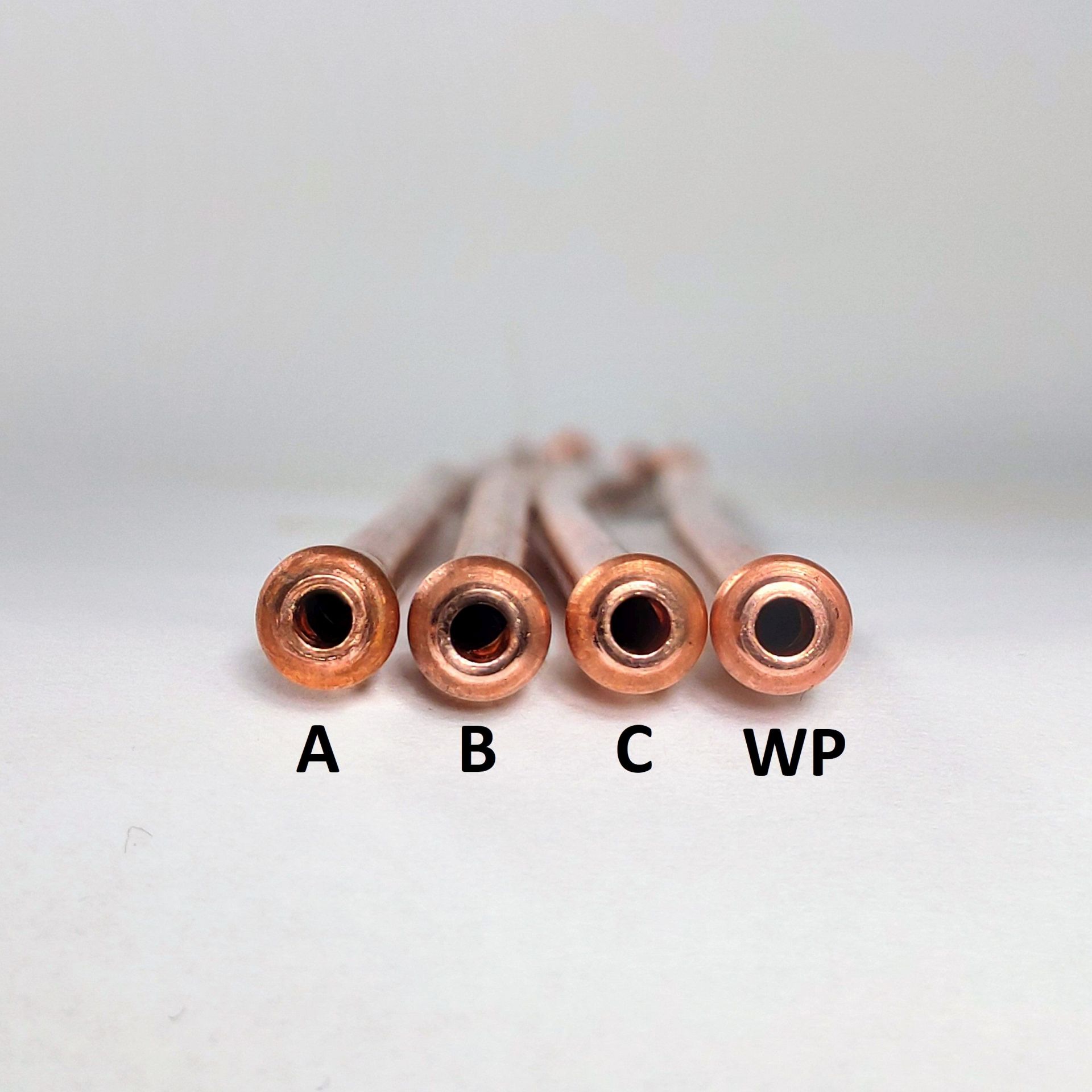
Photo No. 9 – Flares made on samples A, B, C and WP.
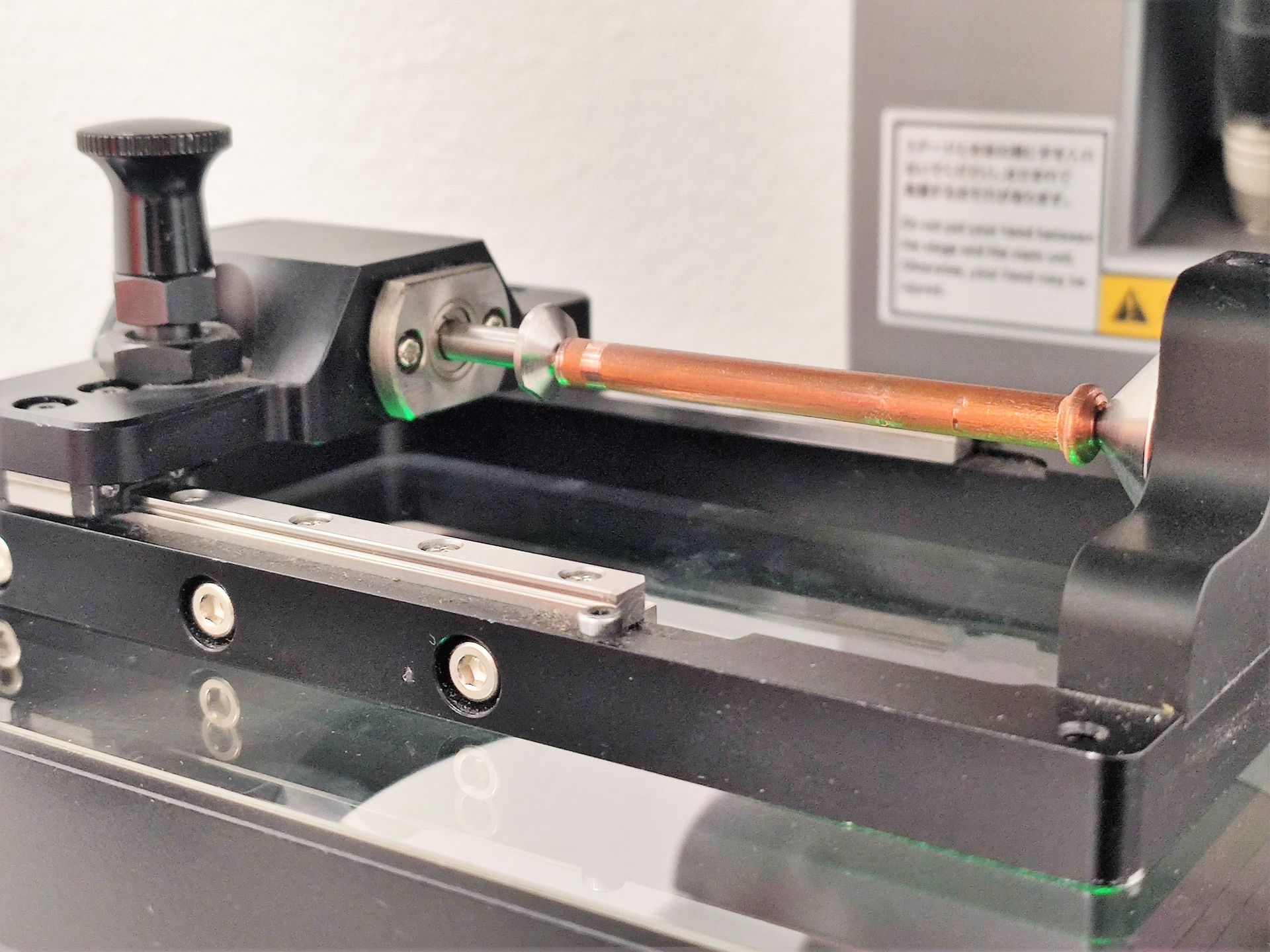
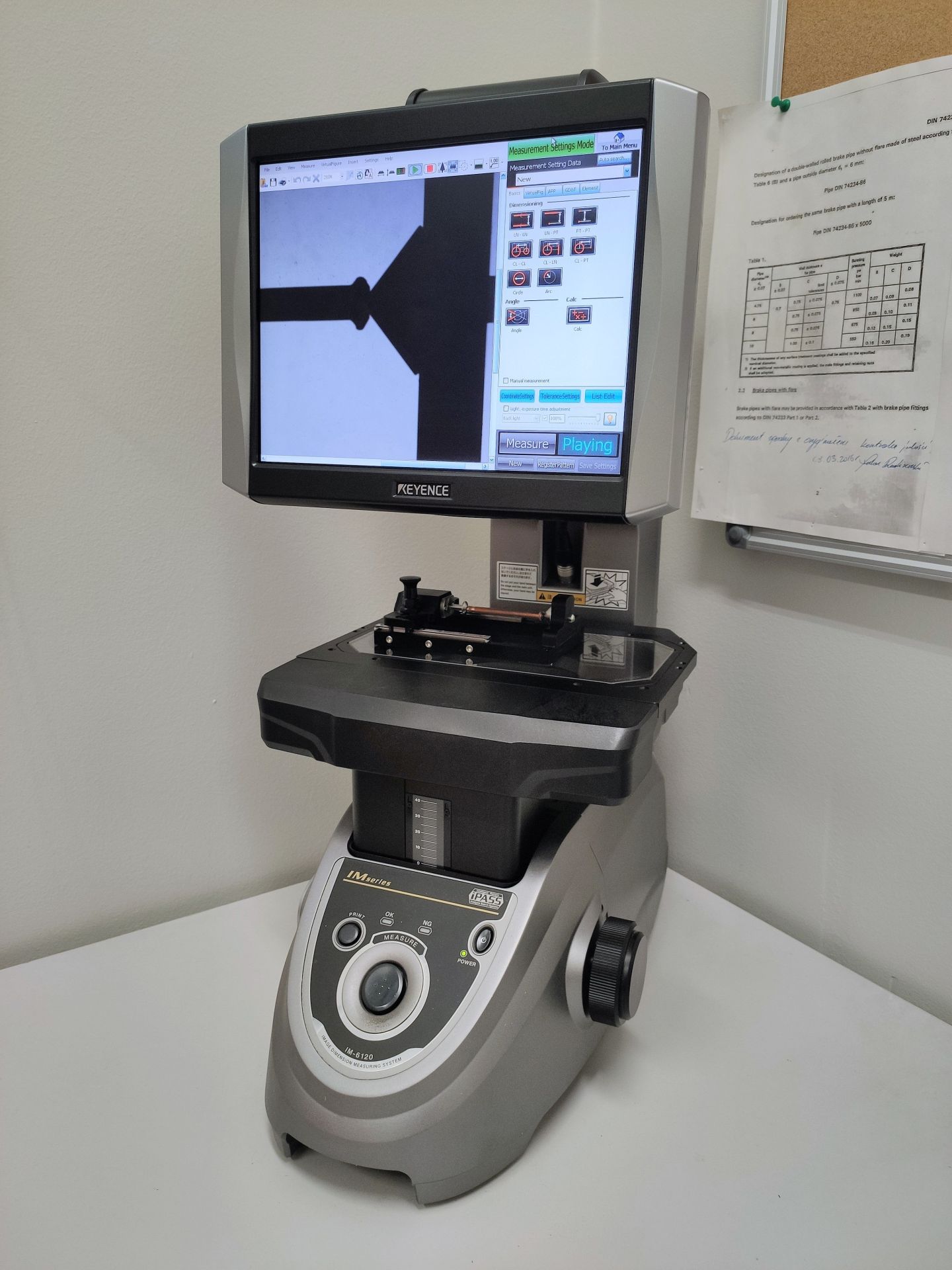
Photo No. 10 - Embedded sample in the Keyonce IM-6120 measuring device.
Below is a series of reports from measurements made by the Keyonce device:
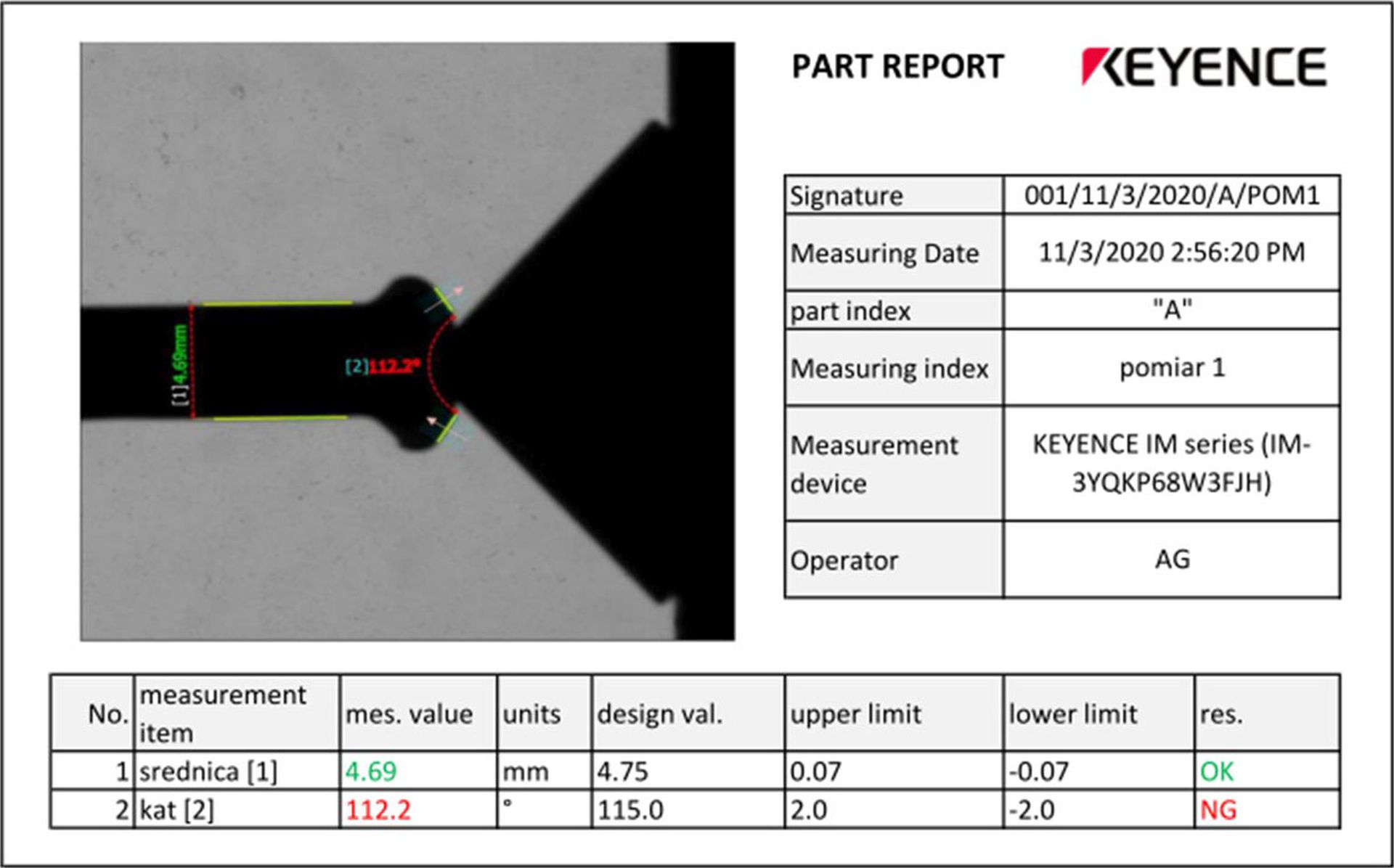
Table No. 3 - Report on the measurement of the diameter and angles of the flare of sample "A".
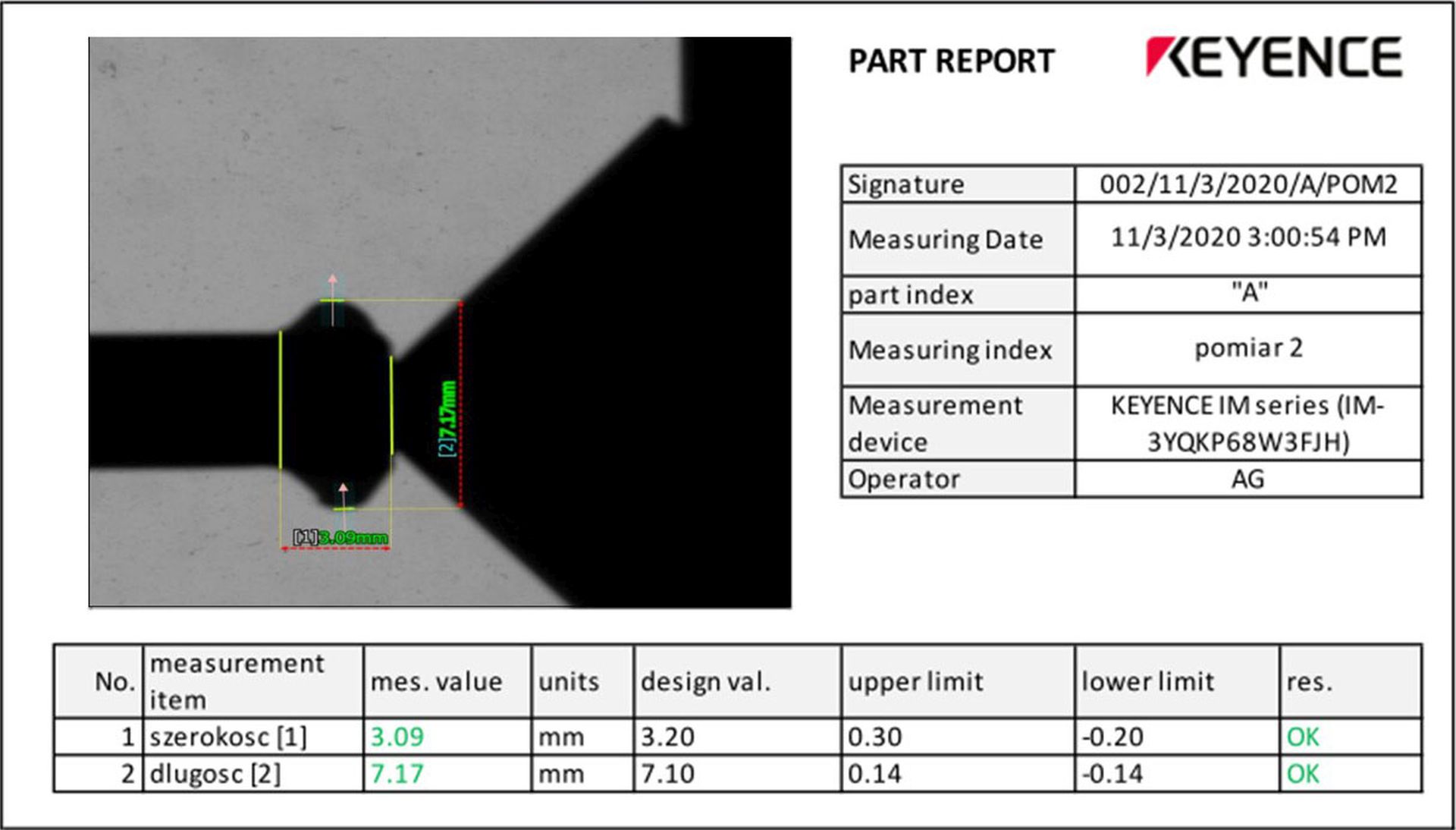
Table No. 4 - Report on the measurements of the width and height of a flare of sample "A".
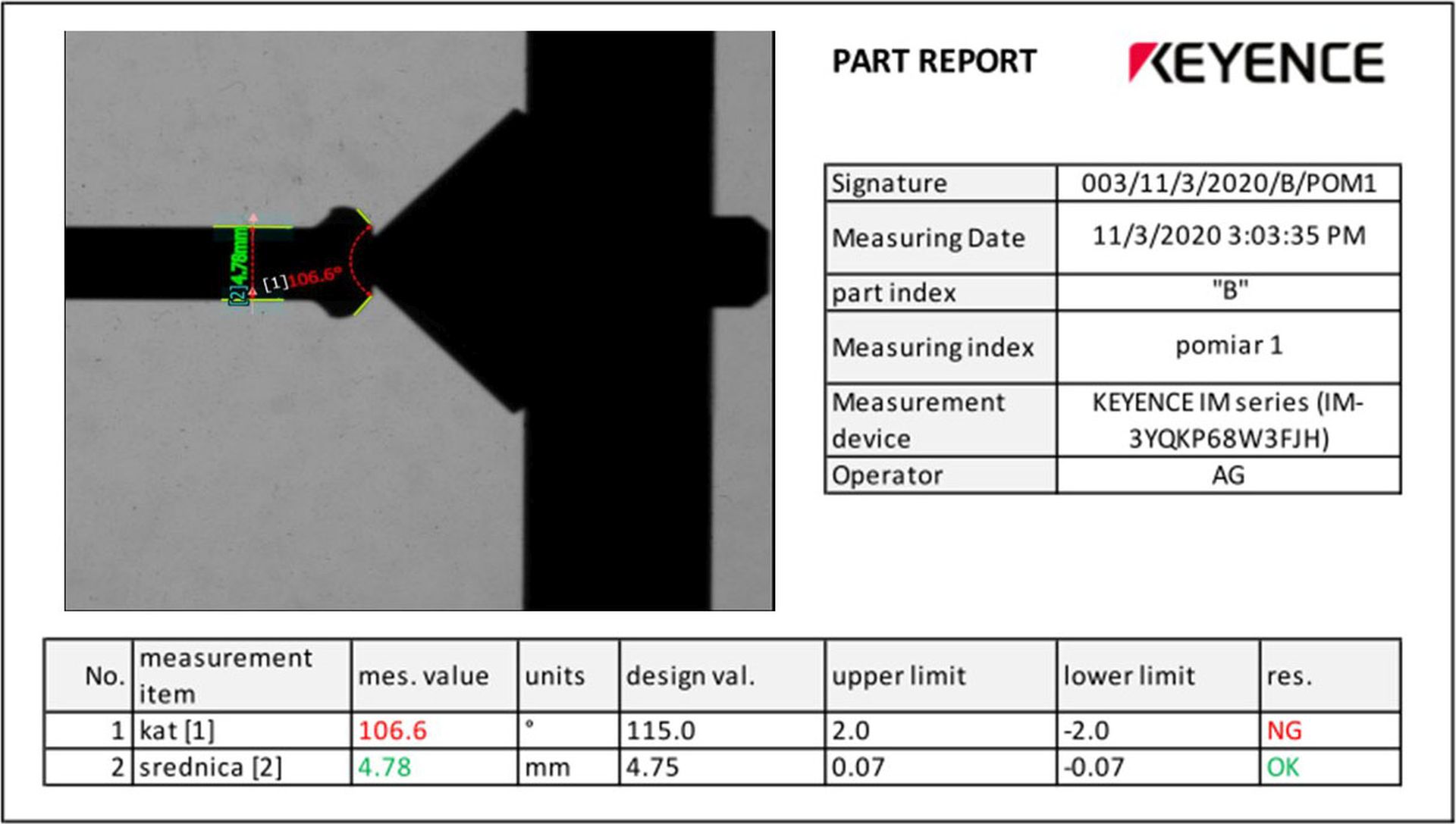
Table No. 5 - Report on the measurement of the diameter and angles of the flare of sample "B".
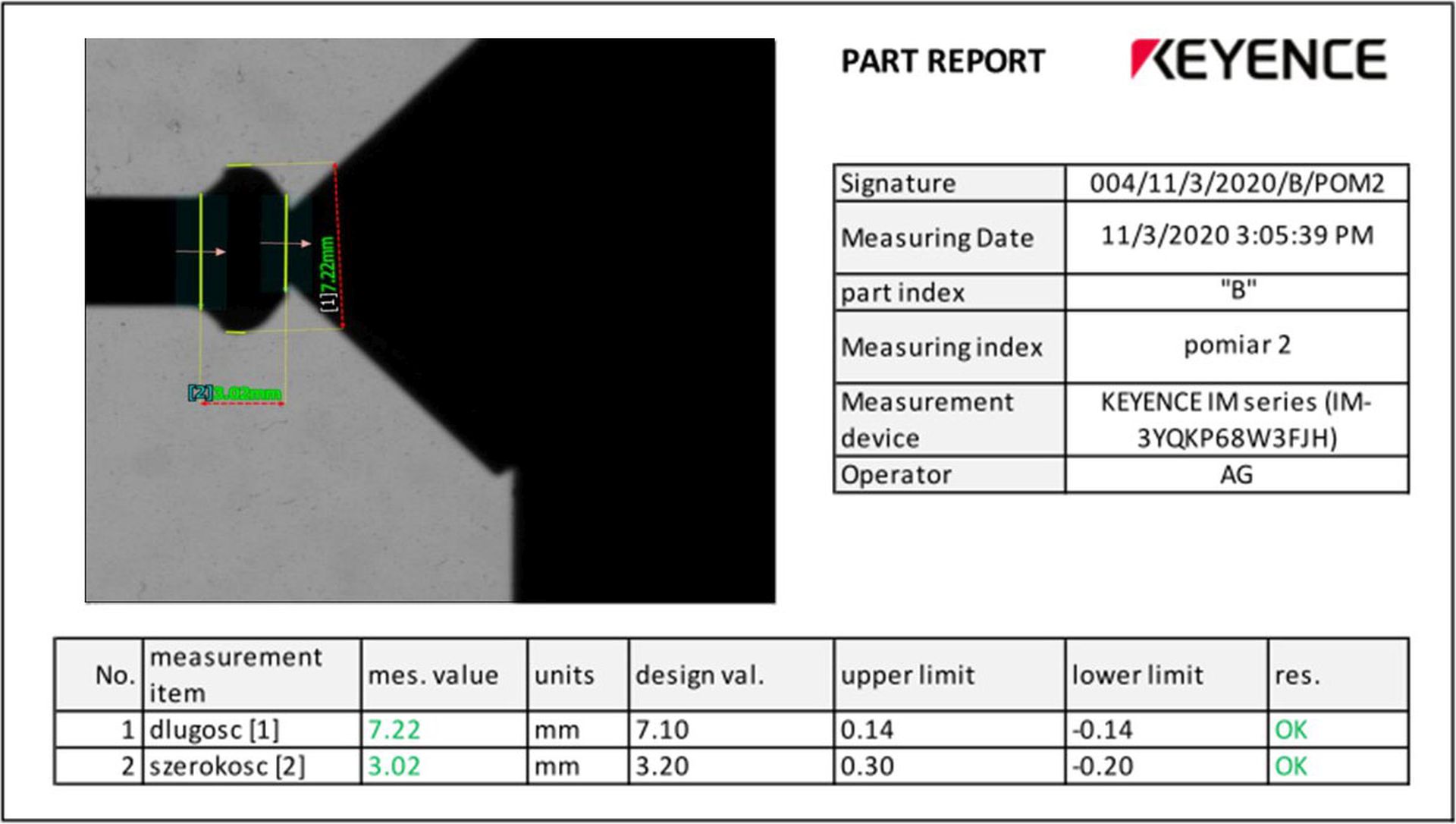
Table No. 6 - Report on the measurement of the width and height of a flare of sample "B".
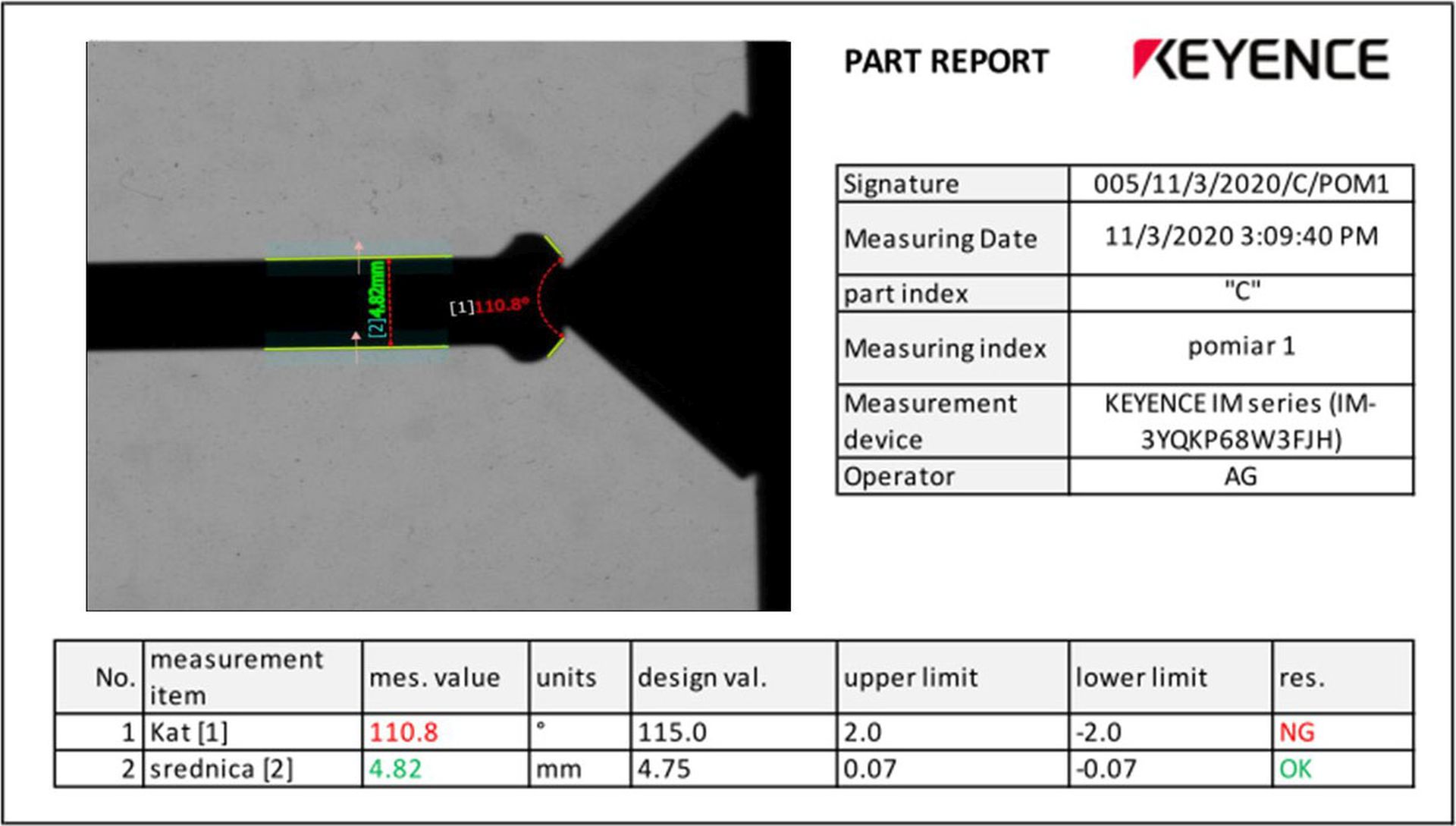
Table No. 7 - Report on measurement of the diameter and angles of the flare of sample "C".
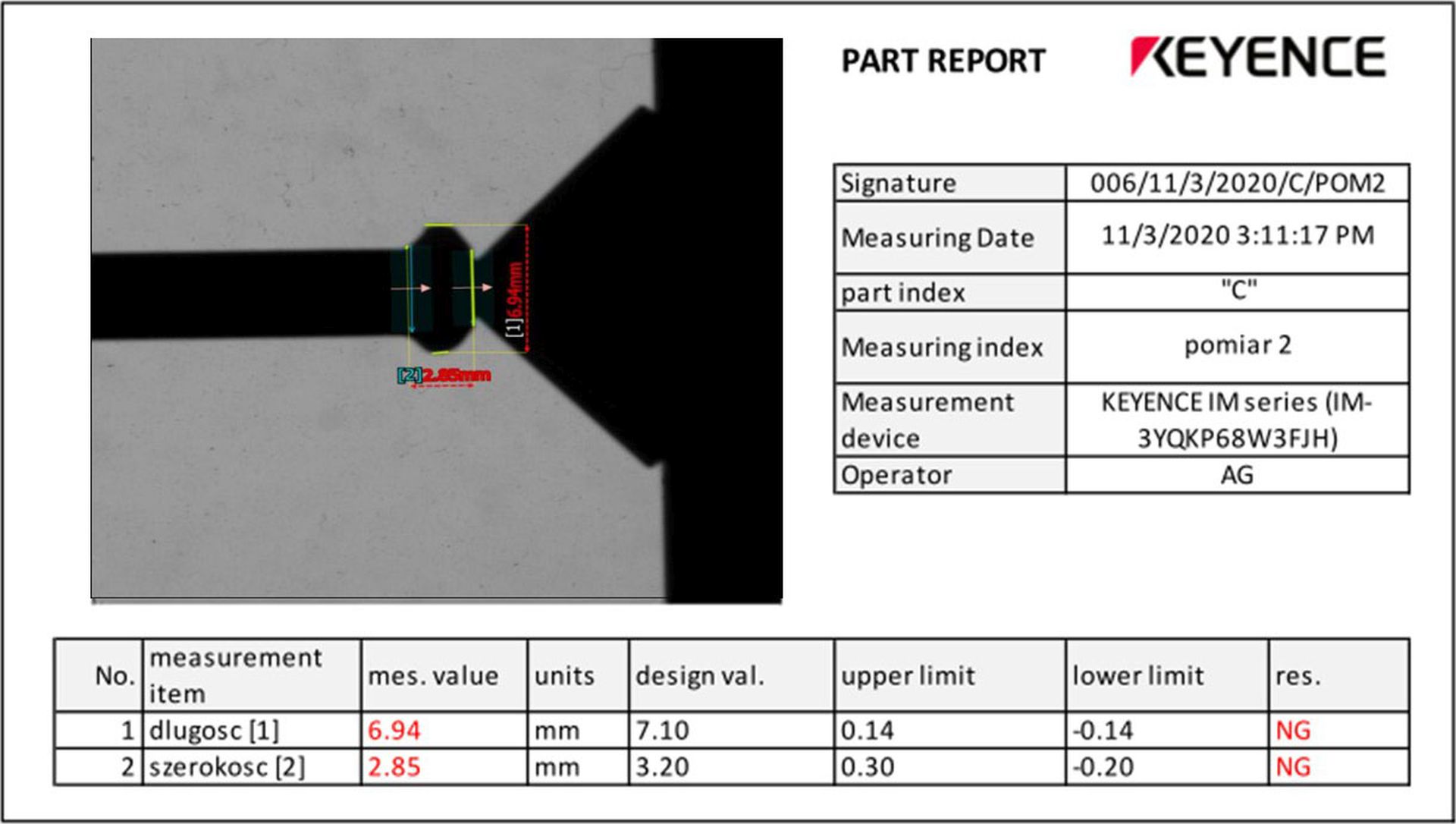
Table No. 8 - Report on the measurements of the width and height of a flare of sample "C".
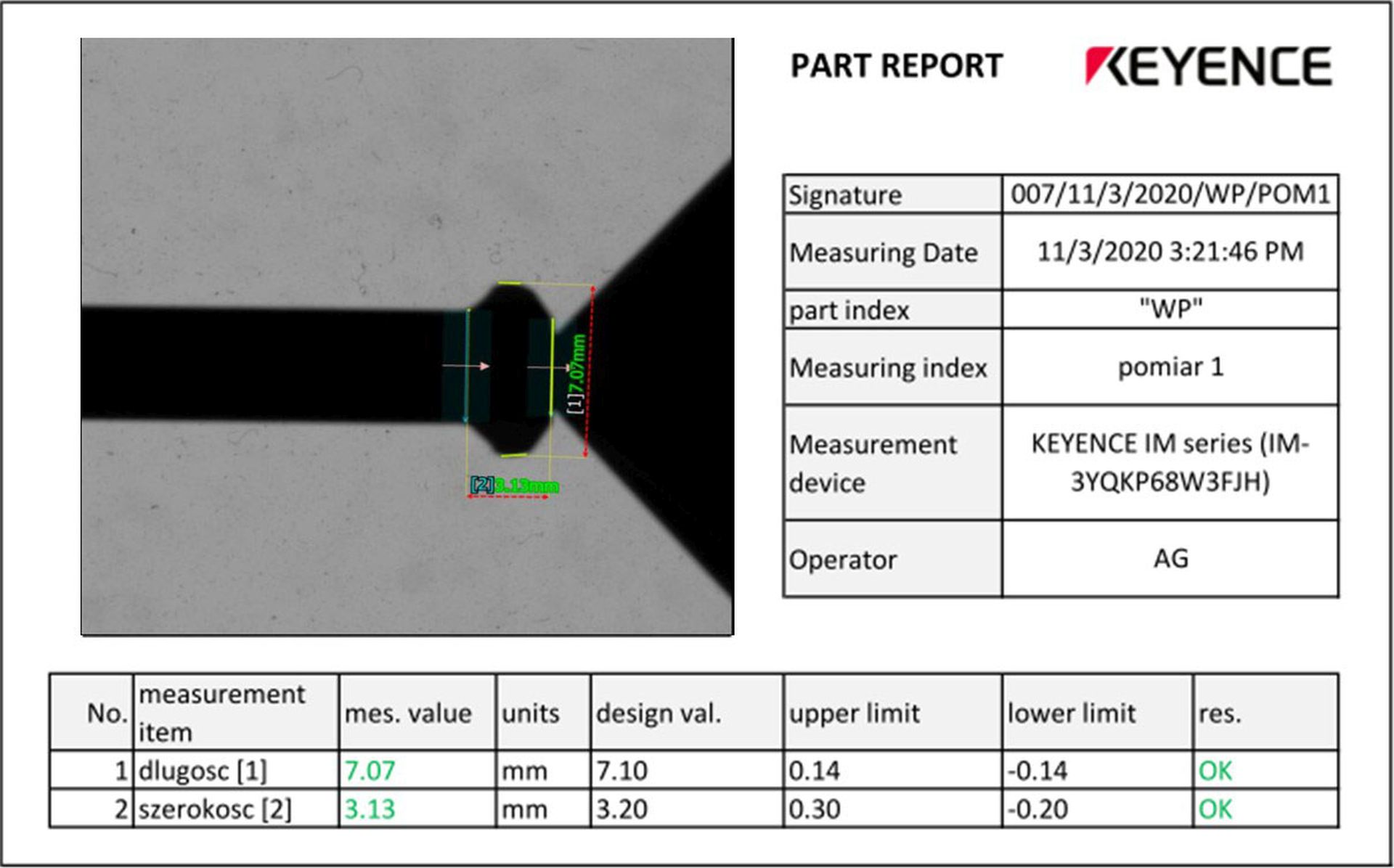
Table No. 9 - Report on measurements of the diameter and angles of the flare of "WP" sample.
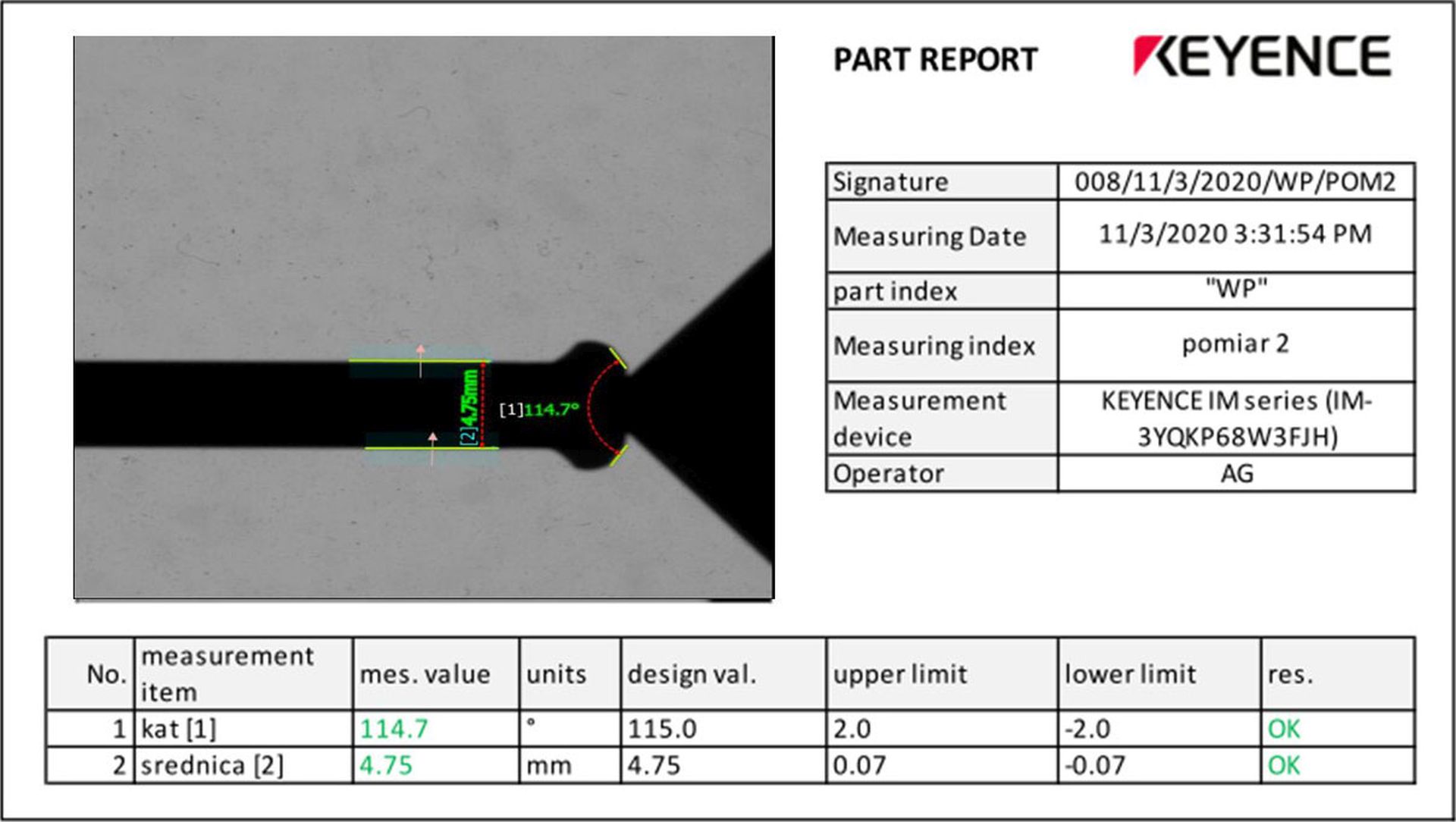
Table No. 10 - Report on the measurement of the width and height of a flare of the "WP" sample.
Conclusions:
From the examined dimensions of the flres, as expected, sample "C" recorded the worst results, not falling within any deviations. The thinnest wall of the tested coils meant that there was not enough material to maintain the required width and height of the flare. It also influenced the lack of stiffness needed to maintain the shape of the flare. Sample "A" managed to fit within the extreme limits of deviations, but the results were far from the nominal ones. There was a recurrence of the problem with maintaining the angle of the flare face. Good dimensions of the width and height of the flare were recorded by the sample "B", which was not surprising, as this coil performed well in controlling the outer diameter of the tube and the wall thickness. Unfortunately, it had the greatest difference in recreating the shape of the face. The angle deviated by almost 10⁰. This may indicate insufficient stiffness of the material, which did not fully retain the original parameters after flaring. The sample "WP" and "B", while maintaining the parameters of the wall thickness and the outer diameter of the tube, of course obtained very good dimensions of the flare and, additionally, it was the only sample that retained the desired opening angle of the flare face.
4. Bursting pressure test.
For this stage, 4 samples were prepared from each coil with a length of 400 mm. We used standard fittings with M10x1 thread symbol 5-100-105. The flares from the previous stage were performed on the same machine performing operations in a batch process in order to maintain the same operating parameters at each flare. For bursting, we used the ATMAT M-PT-9 leak test machine, the operating range of which is 100-2200 Bar. After performing the individual tests, we exported machine reports and the output data of the bursting of the individual samples to create a cumulative graph comparing the samples.

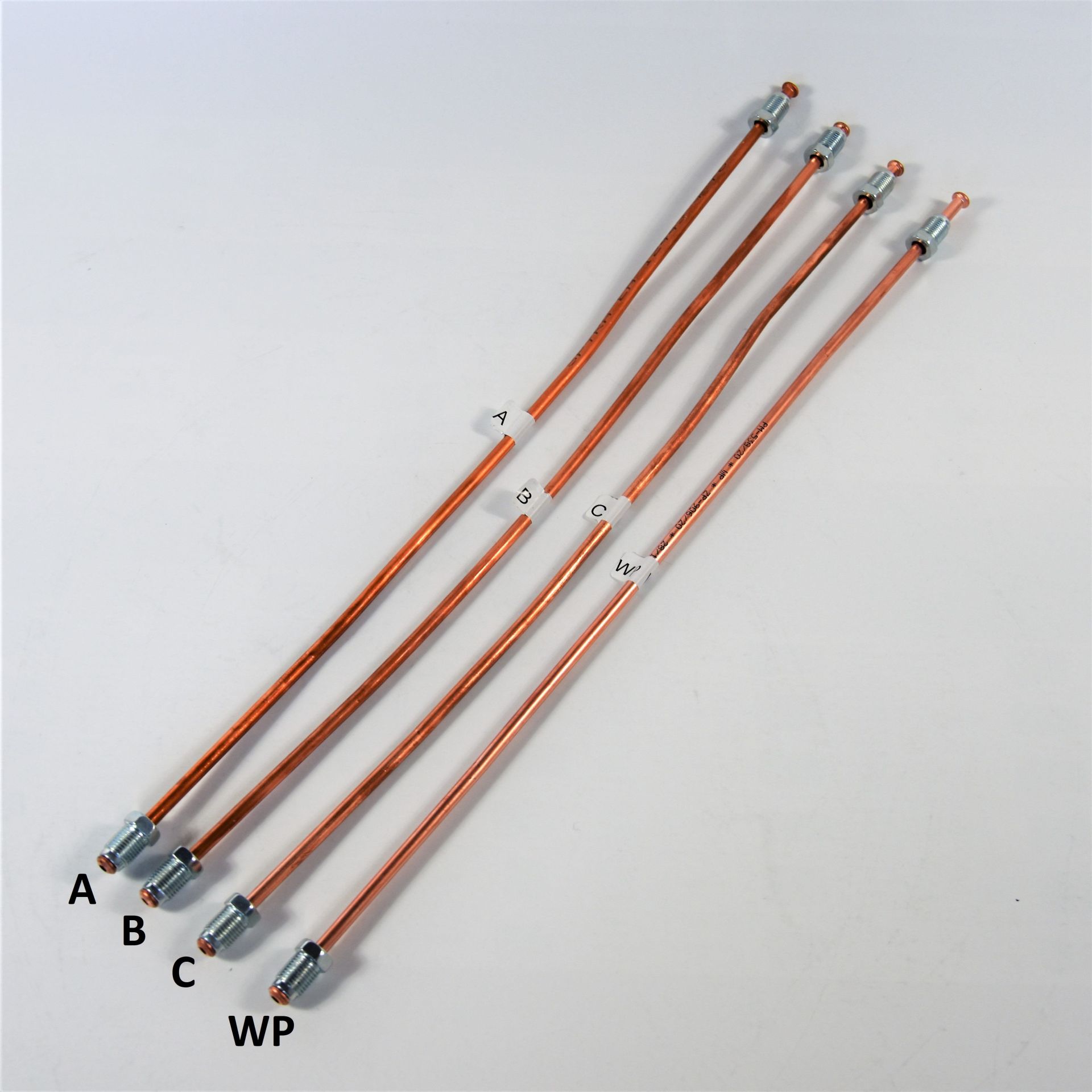
Photo No.11 - Prepared samples for bursting pressure test.
Reports on the bursting test of individual samples:
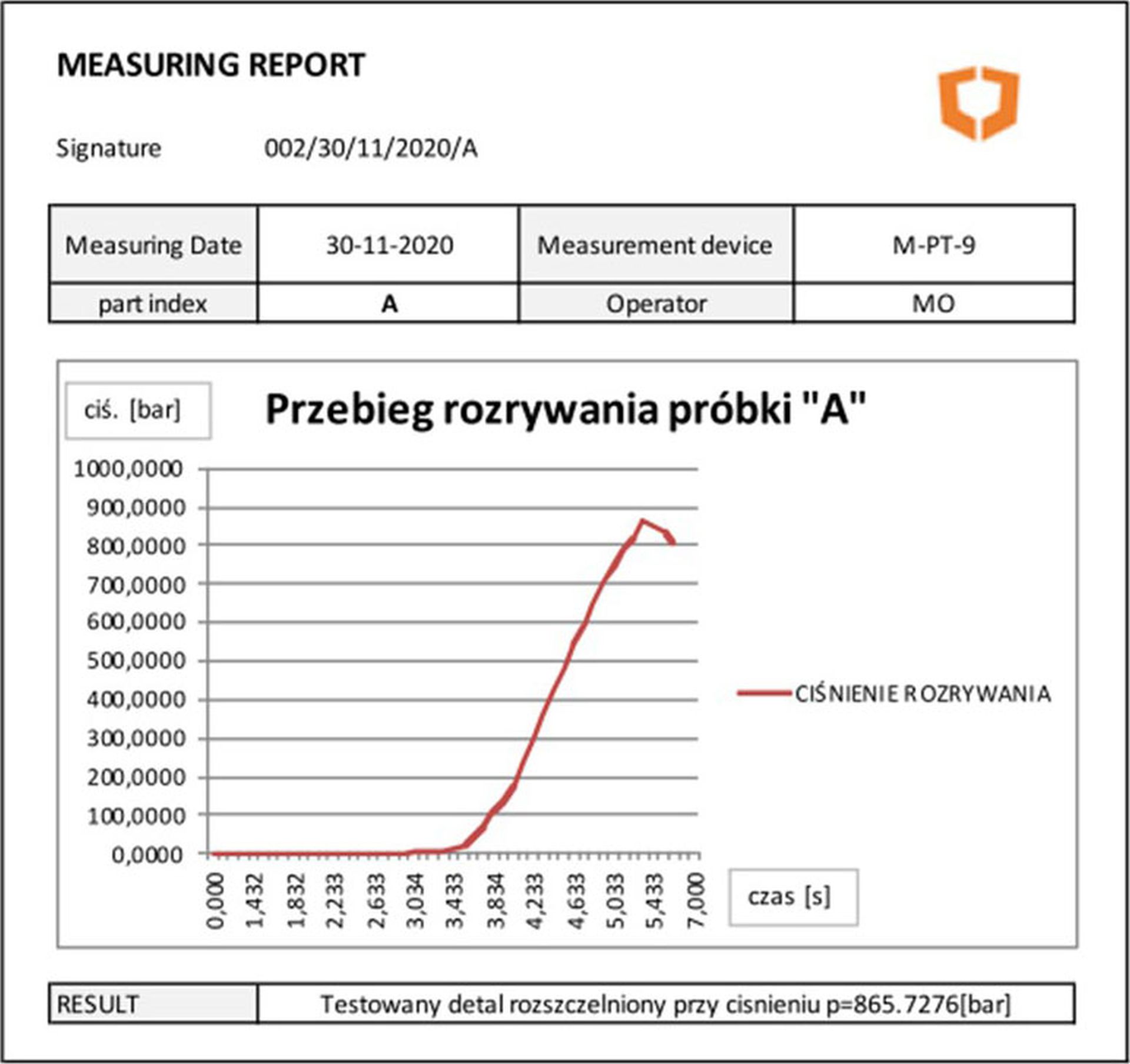
Table No. 11 - Sample "A" - burst measurement report.
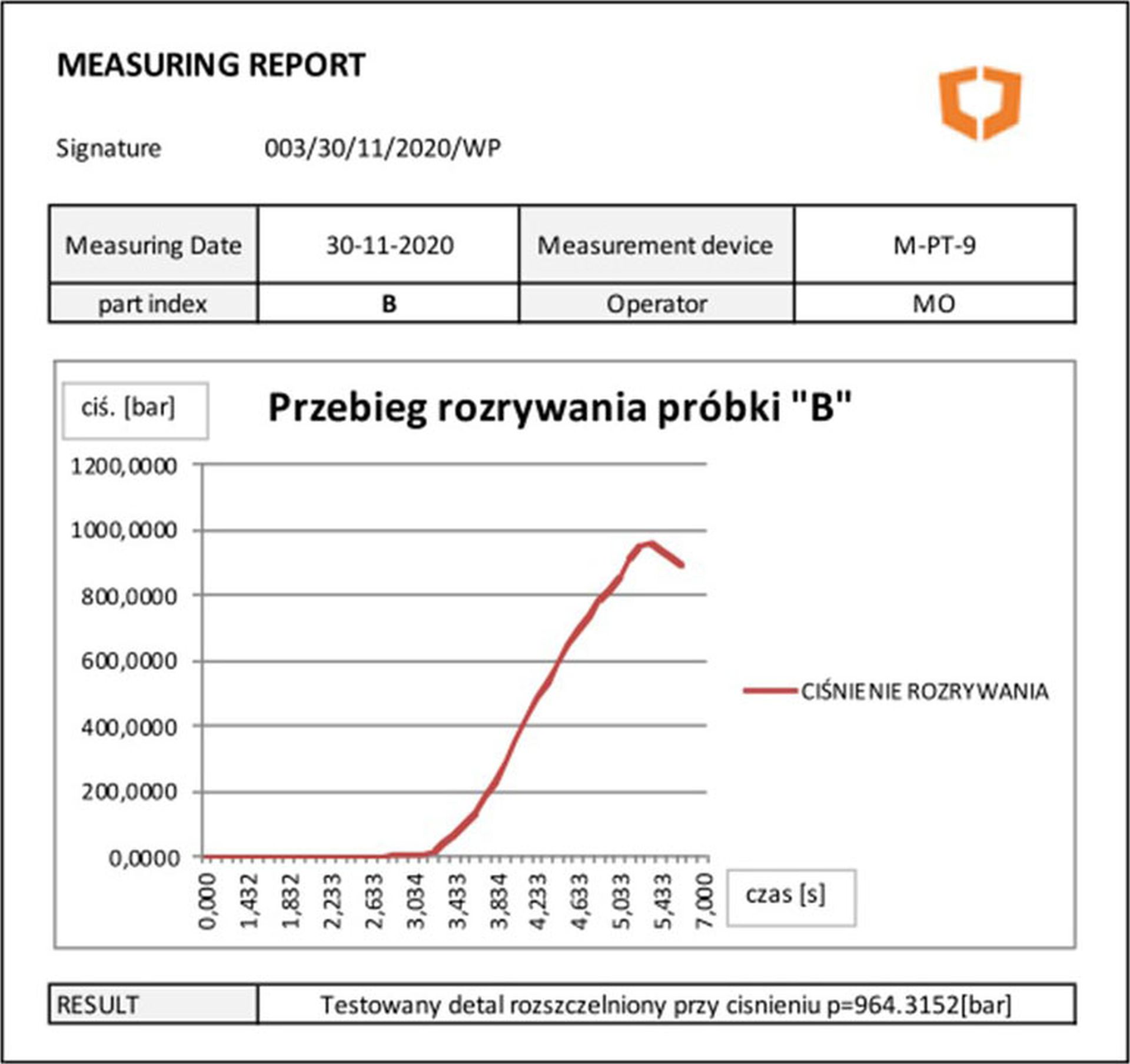
Table No. 12 - Sample "B" - burst measurement report.
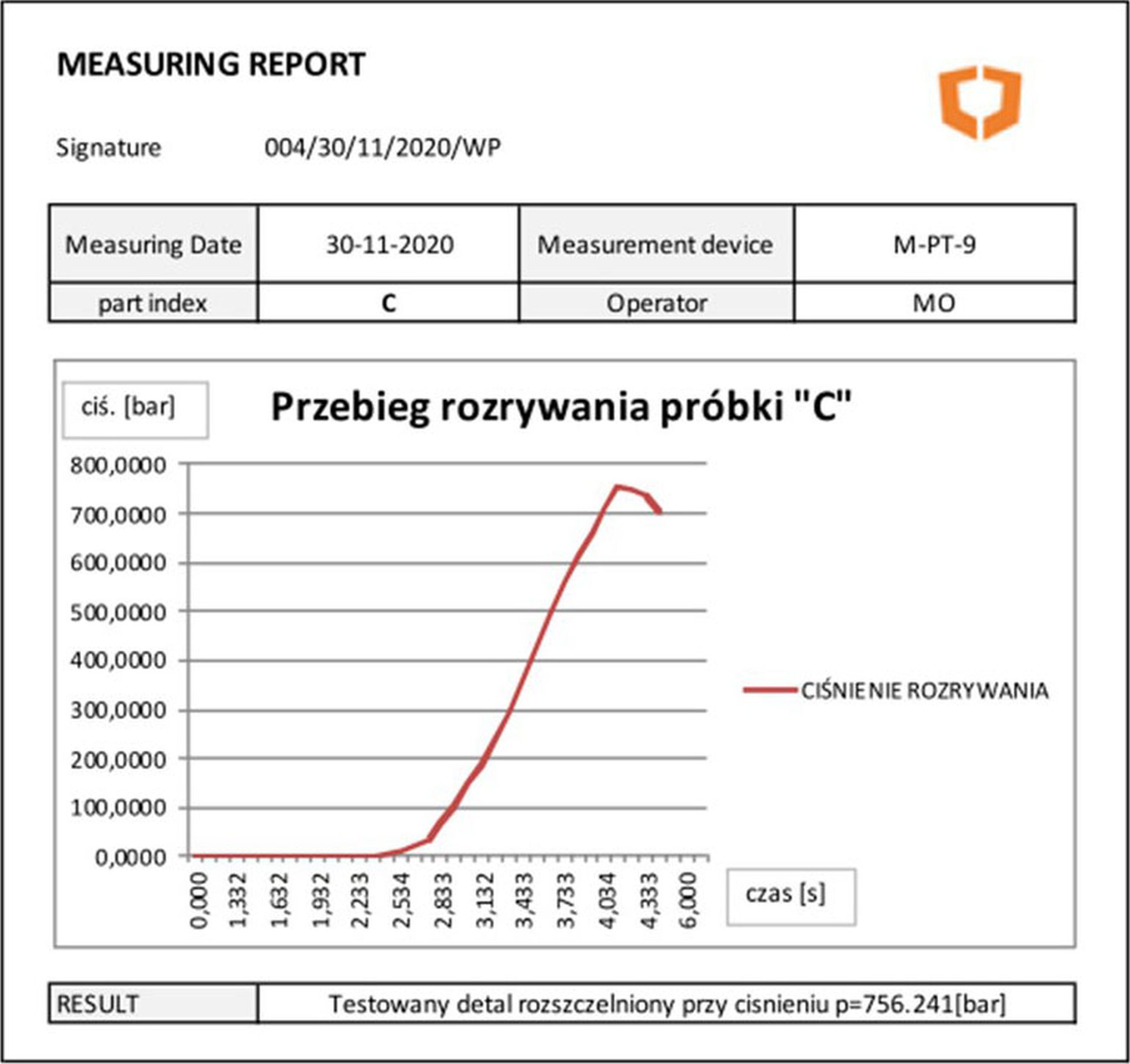
Table No. 13 - Sample "C" - burst measurement report.
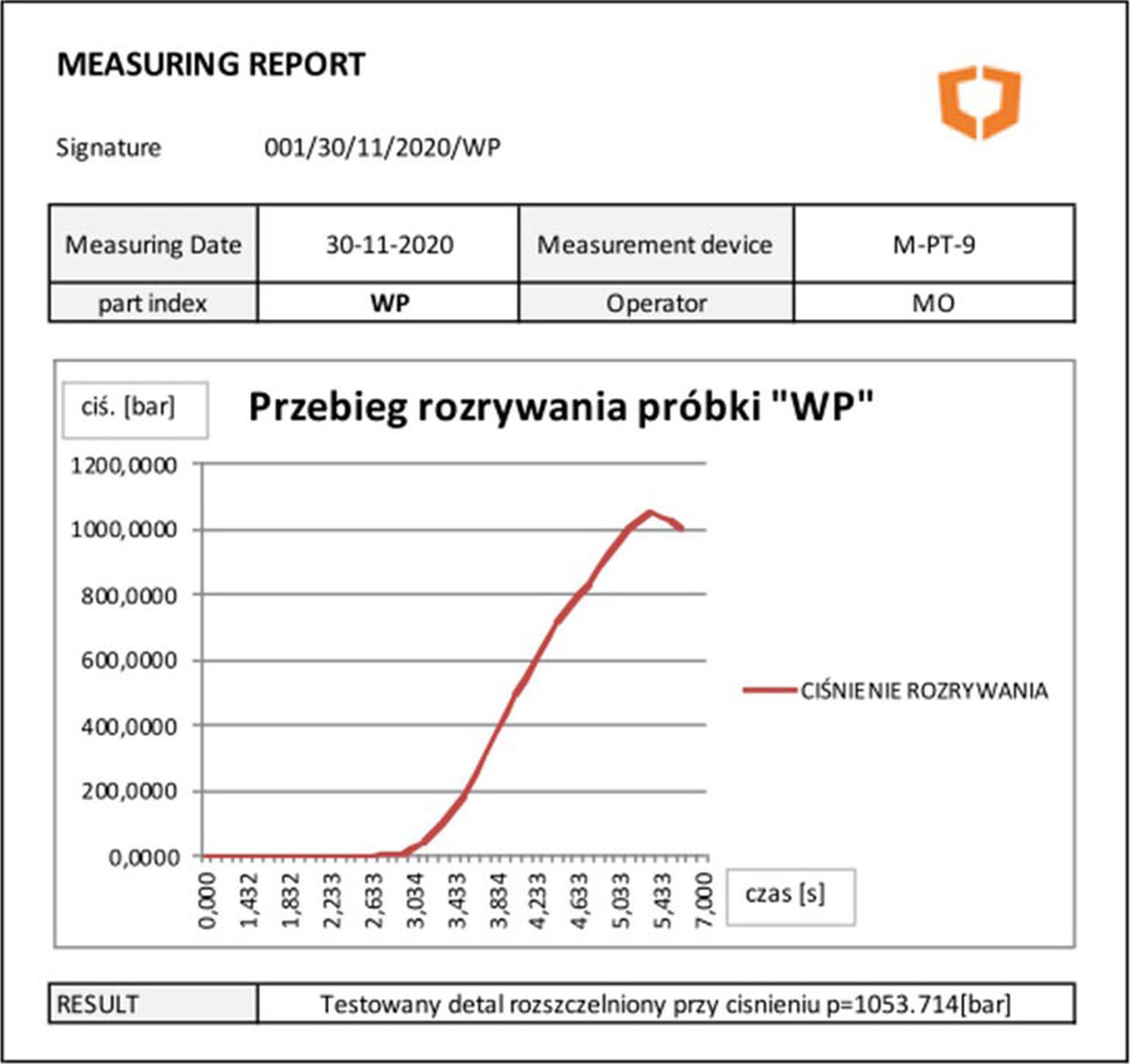
Table No. 14 - Sample "WP" - burst measurement report.
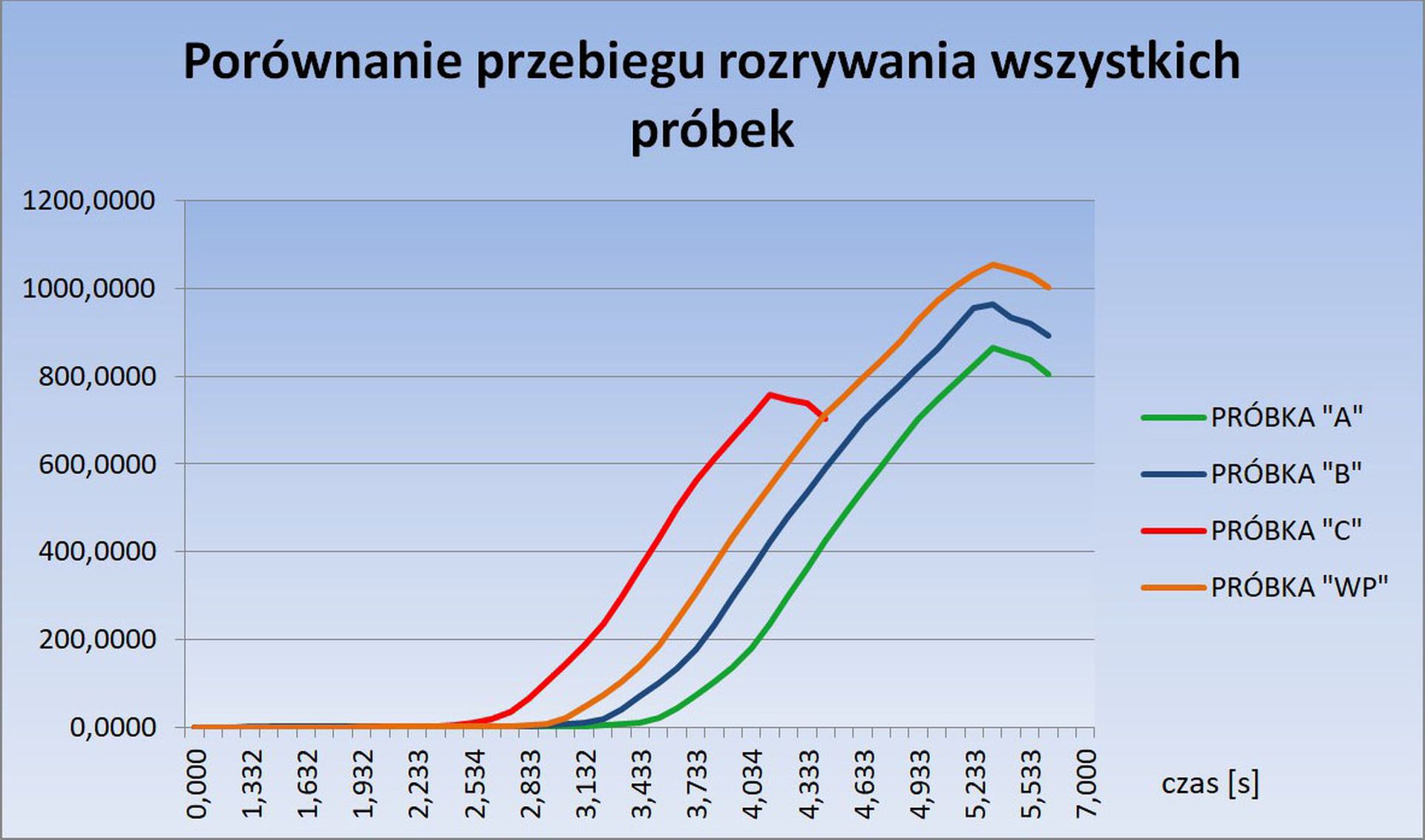
Table No. 15 - Summary plot of the bursting pressure test of all samples.
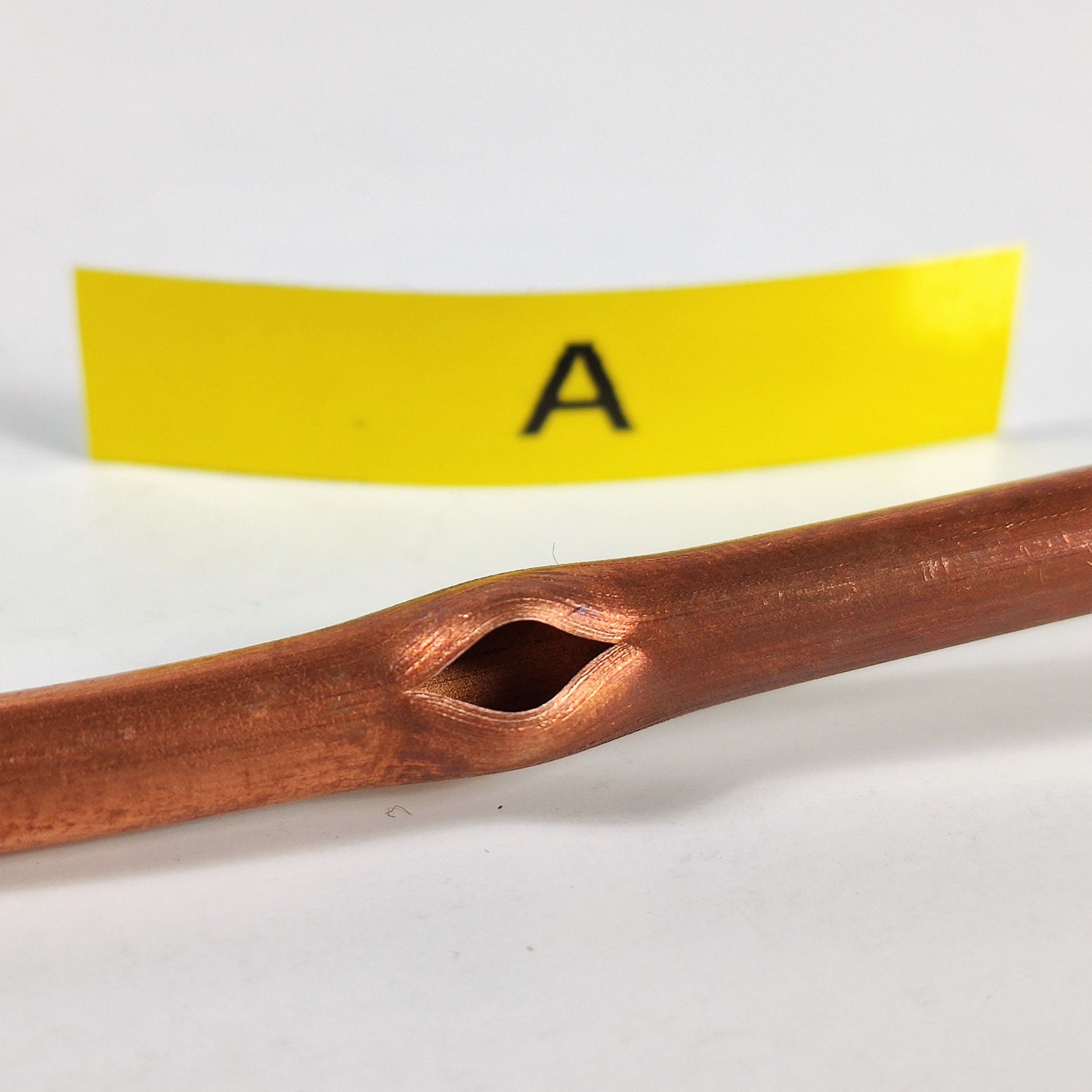
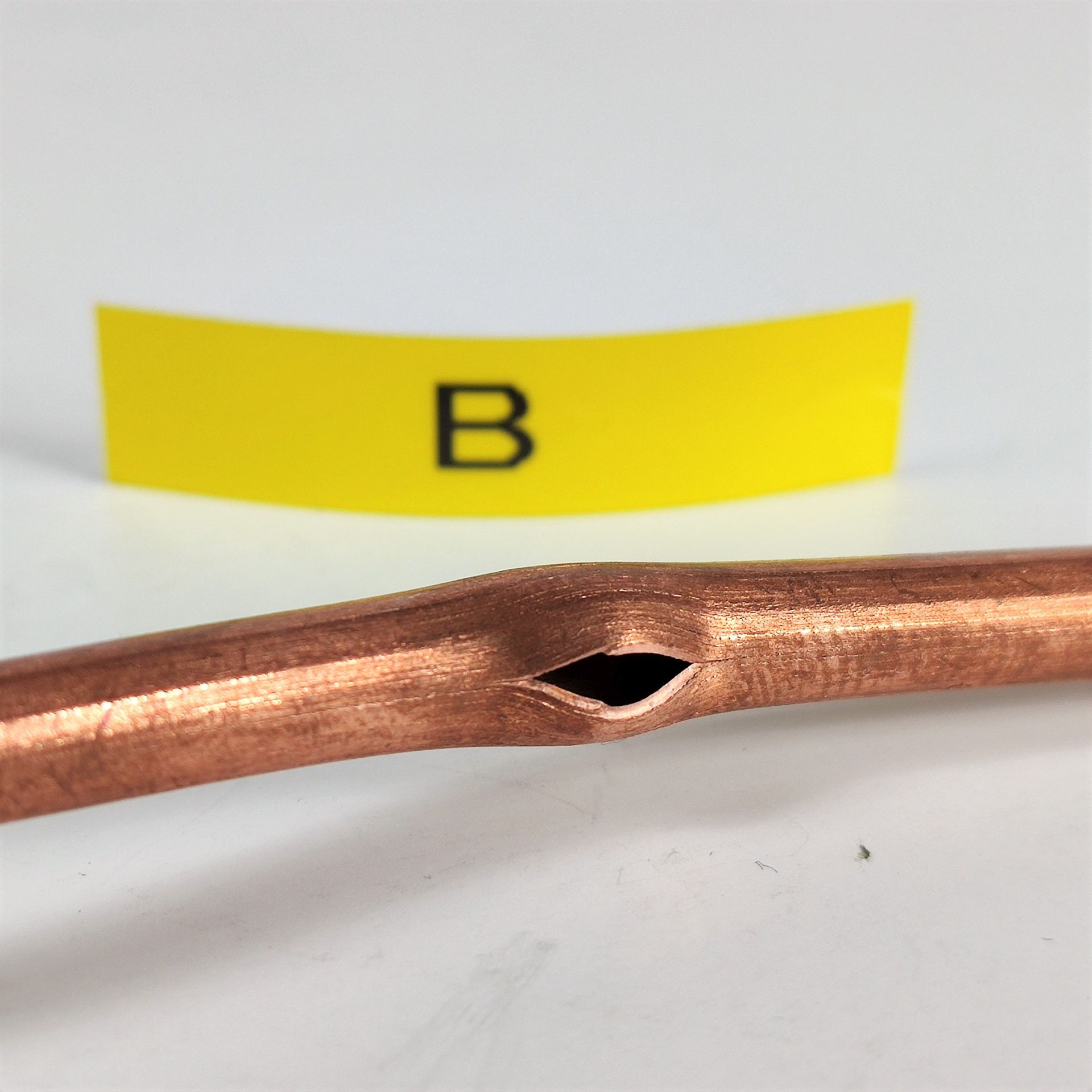
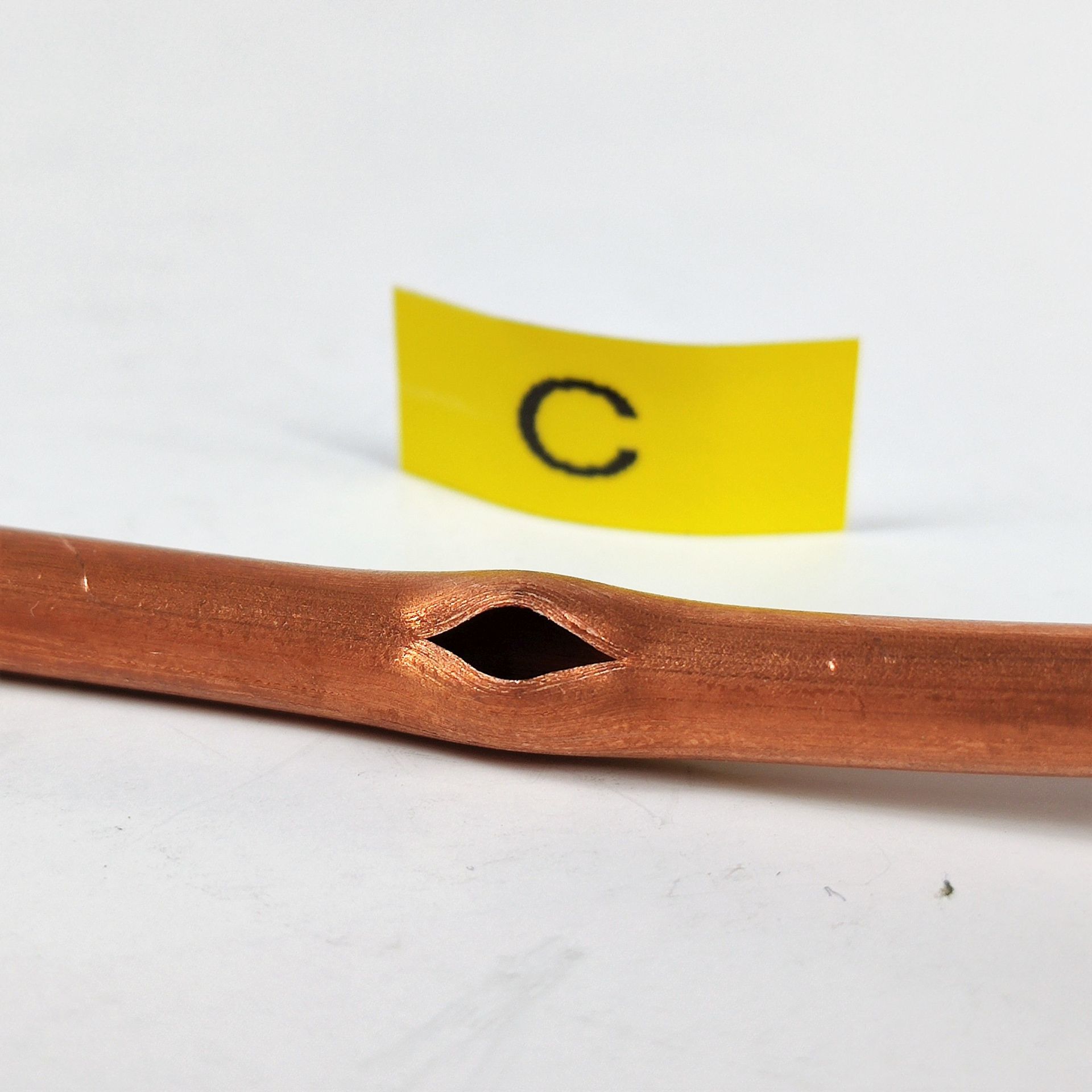

Photo No.12 - Samples after bursting pressure test.
Results and conclusions:
Sample "A" - the sample burst at the pressure p = 865.7276 [bar]
Sample "B" - the sample burst at the pressure p = 964.3152 [bar]
Sample "C" - the sample burst at the pressure p = 756.2410 [bar]
"WP" sample - the sample burst at the pressure p = 1053.7140 [bar]
After the bursting pressure tests were carried out, we received reports from the device with the results of individual samples. The "WP" sample was the only one that exceeded 1000 bar. The sample "B" was almost the only one, apart from "WP", with a wall thickness of 0.9mm and obtained a result of 964 bar. We were curious about the results of samples "A" and "C" to see how the results of previous tests and measurements will translate into this stage. Sample "A", having a wall thickness of 0.8 mm, so a millimeter smaller than assumed, obtained the result at bursting of 865 bar. It is 135 bar less than the expected 1000 bar and with a wall thickness of only 0.1mm lower than 0.9mm it is 18% worse than the result of the "WP" sample. We notice even greater differences when we compare the "C" sample to the "WP" sample, where the tube had a wall thickness even below 0.8 mm in various measurements. The sample burst at a pressure of 756 bar. It is already 244bar less than the assumed 1000bar and "attention" 298bar, which is over 28% less than the "WP" sample. These results clearly show the differences we are dealing with. The numbers show that with a difference in wall thickness of only 0.2 mm, we have a product that contains 11% less material and has almost 30% worse strength results.
5. Assessment of material structure and plastic properties.
Due to the required testing equipment, this stage was commissioned to the external laboratory of INTERMEKO EUROPE LABORATORY SP. Z O.O. All results and evaluation are contained in report number 229/20-P00-Z01. The laboratory received two 30cm samples of each coil. According to previous tests, the samples were marked with the indices "WP", "A", "B" and "C". The first test is a burst test based on which indicators such as:
Fm - the highest force loading the sample on bursting,
Rm - Tensile strength limit, i.e. the nominal tension corresponding to the highest force Fm,
Rp0,2 – yield strenght, i.e. the contractual tension causing a specific value of permanent deformation (in this case 0.2%).
The laboratory also dealt with the determination of the material hardness using the Vickers method and the chemical composition of each sample was determined using a spectrometer. The last examination was to examine the structure of the material (its grain) under a stereoscopic microscope.
Results after tensile strength test:
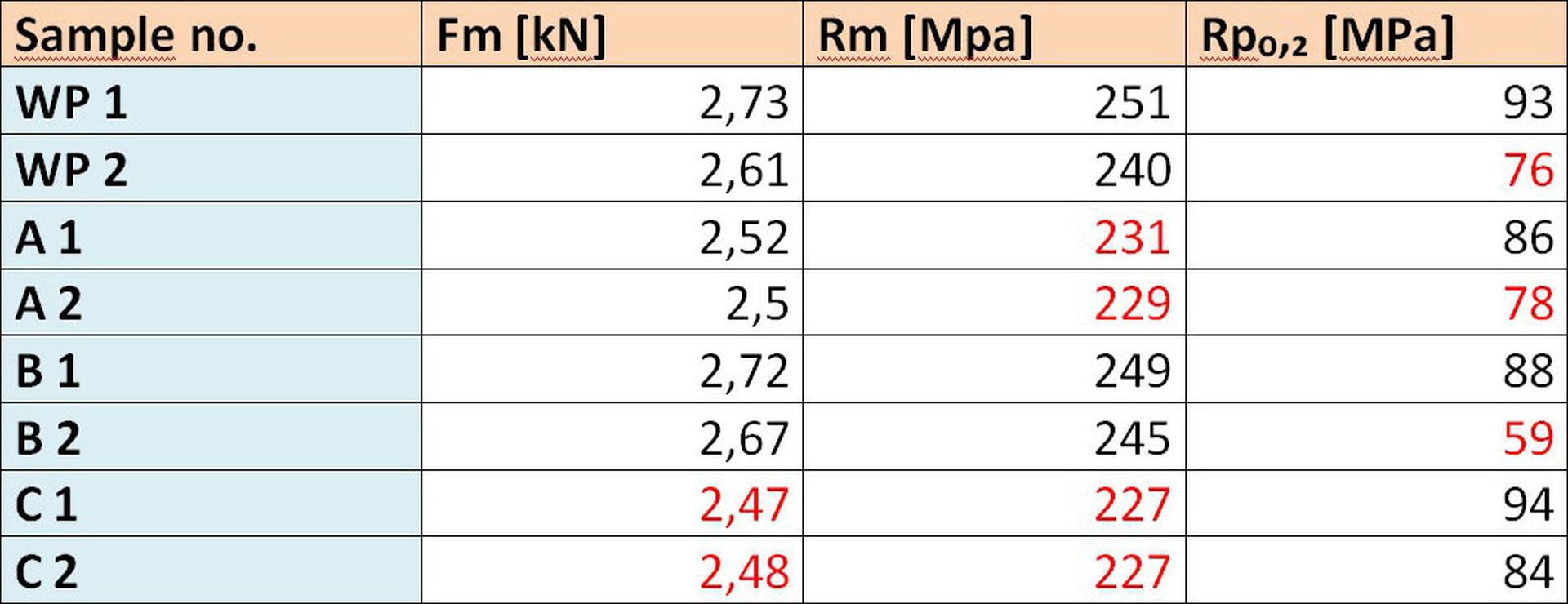
Table No. 16 Tensile strength test results.
Hardness measurement test with an averaged result:
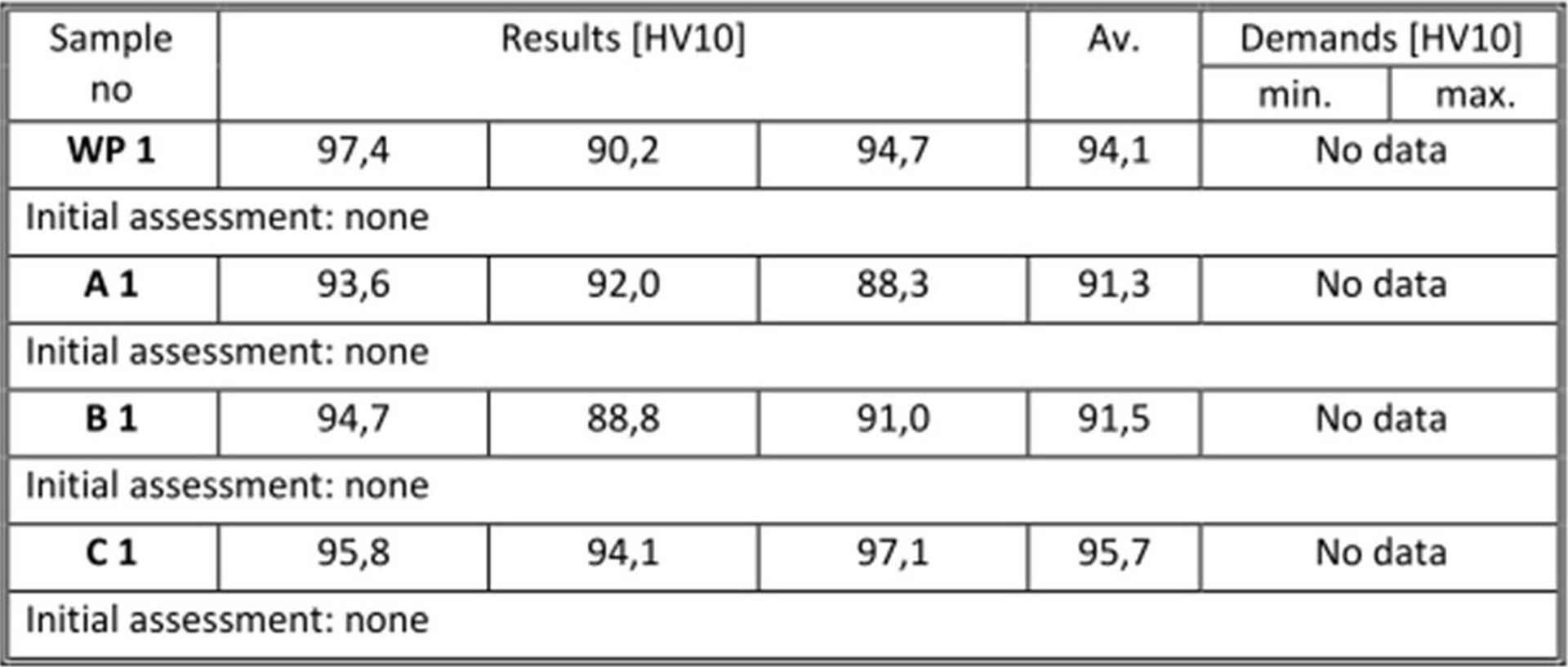
Table No. 17 - Results of hardness measurements by the Vickers method.
The results of chemical composition measurements made with the XRF Delta Premium Olympus spectrometer no. 543361:
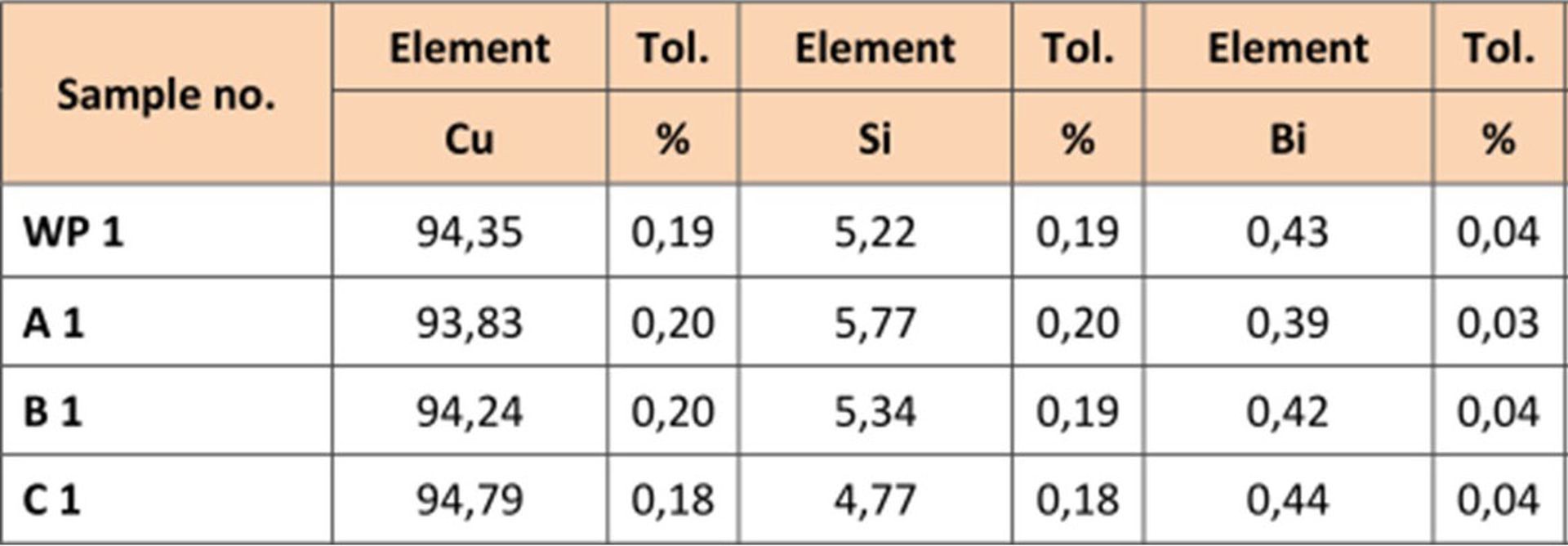
Table No. 18 - Results of the chemical composition of individual samples.
Printouts of metallographic observations of individual samples with a stereoscopic microscope:
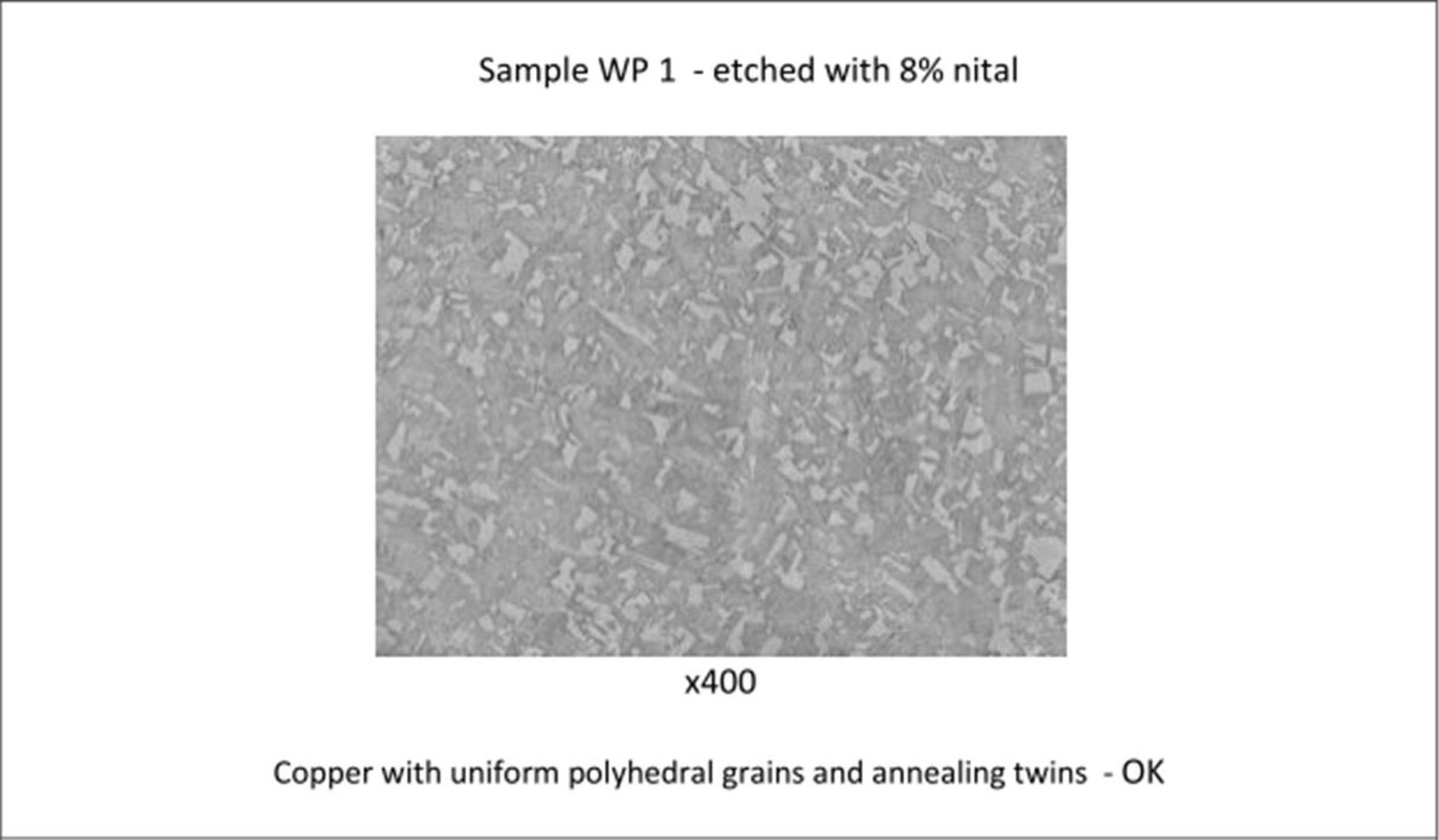
Table No. 19 - Report from the spectrometer "WP" sample.
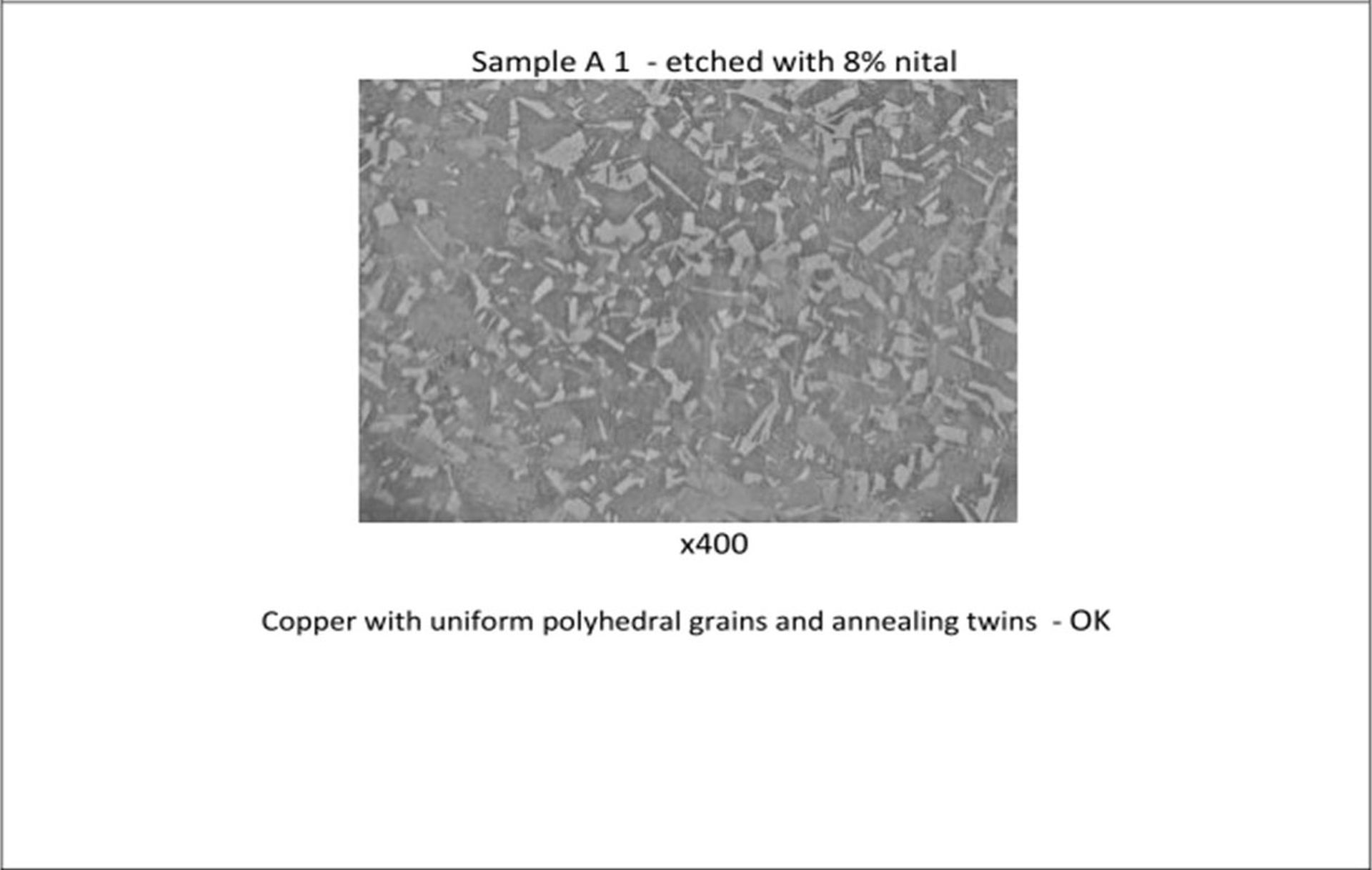
Table No. 20 - Report from the spectrometer "A" sample.
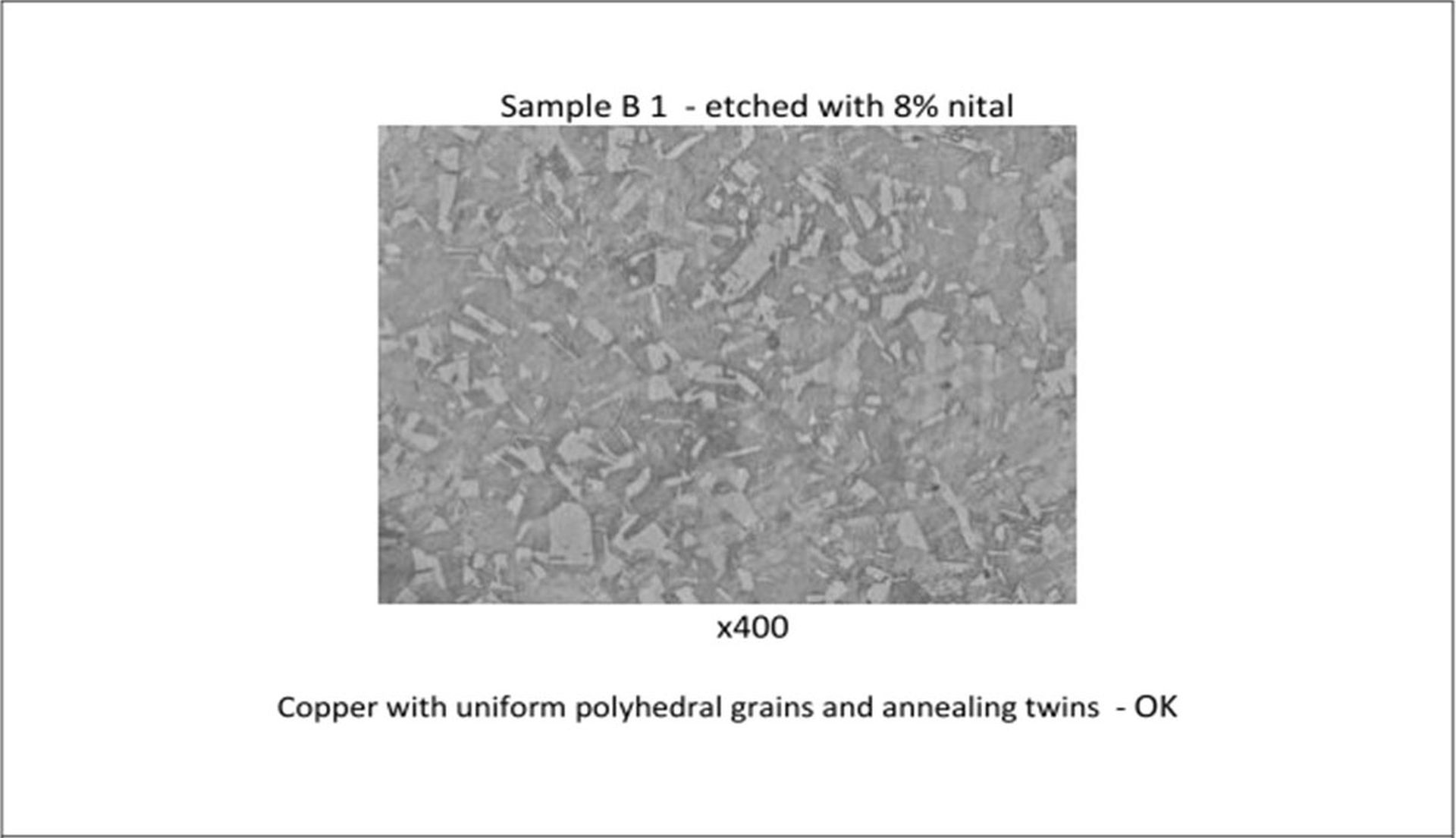
Table No. 21 - Report from the spectrometer "B" sample.
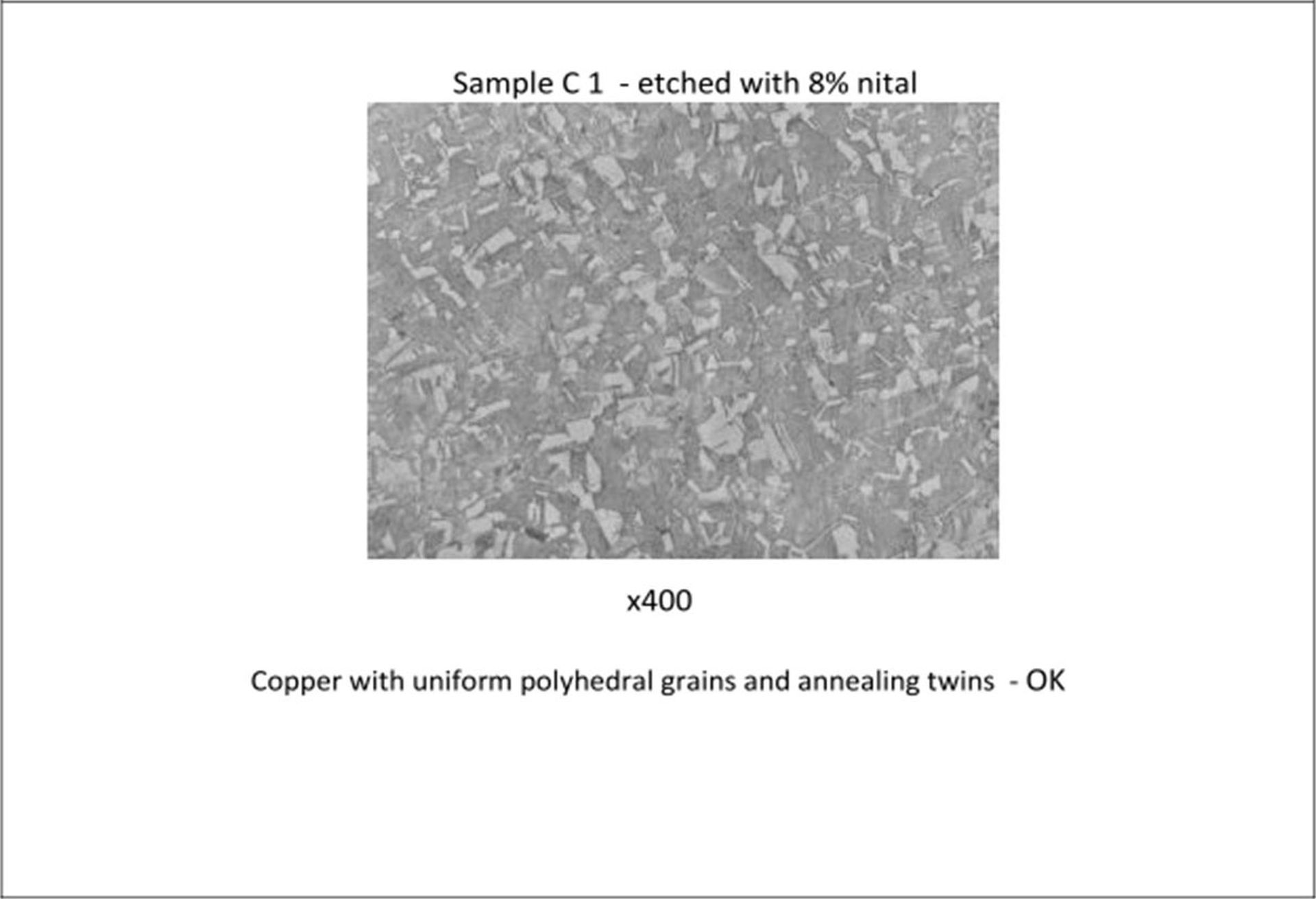
Table No. 22 - Report from the spectrometer "C" sample.
Conclusions:
We will start at the end, i.e. with the structure of the material and its chemical composition. Based on the presented data and the description from the report, we can see that all samples had a similar chemical composition. Over 90% of the tubes consist of pure copper and to a small extent of impurities of silicon (Si) and bismuth (Bi). Such composition complies with the technological specification of copper intended for the production of seamless drawn pipes. As for the metallurgical observation under magnification (400x), the results are also similar because a structure with uniform polyhedral grains was observed. The differences were revealed in the measurements related to the plasticity of the material. Samples "WP" and "C" had a higher hardness on the Vickers scale by an average of 4 units compared to samples "A" and "B". The "WP" sample, having higher hardness and having appropriate parameters of physical dimensions, recorded the highest force loading the sample during stretching. This directly translated into the highest tensile strength. Sample "C", although its hardness was at the level of the "WP" sample, due to the thinnest wall it recorded the worst tensile strength results. The sample had the lowest hardness which, in combination with a 0.8 mm thick wall, translated into an average plasticity index result. Sample "B", having good physical dimensions, had a hardness at the level of sample "A" which made the results, after all, placed behind the "WP" sample. During this stage, a certain parameter important for the brake tube was revealed. Despite the similar chemical composition and structure of the material, the samples had different results of plastic parameters. This is influenced by the hardness of the tube. Copper hardens very much at the level of material preparation in the smelter and the drawing process. After all, this is not the desired effect, because the hardness is not as high as possible, because the material could become brittle. You need to keep the right proportion of plasticity and hardness to finally obtain a material that will have the appropriate tensile or tear strength. To do this, the tube is annealed after the drawing process and then cooled under appropriate conditions and time to obtain the appropriate plasticity. It is not an easy process, as it requires high technological regimes and strict quality control standards to obtain the desired parameters. We are all the more pleased that the "WP" sample maintains this balance.
III. Tables of results
After the Test and Research Phase, it is time to collect all the observations and results, to group them and collate them. We will do this in the form of a table. We will also present each result, description or measurement by marking it with the following color:
-green color - result in line with expectations, standards or guidelines (2 points)
-yellow color - the result is at the tolerance limit (1 point)
-red color - result undesirable or inconsistent with the guidelines (0 points)
The maximum number of points – 36
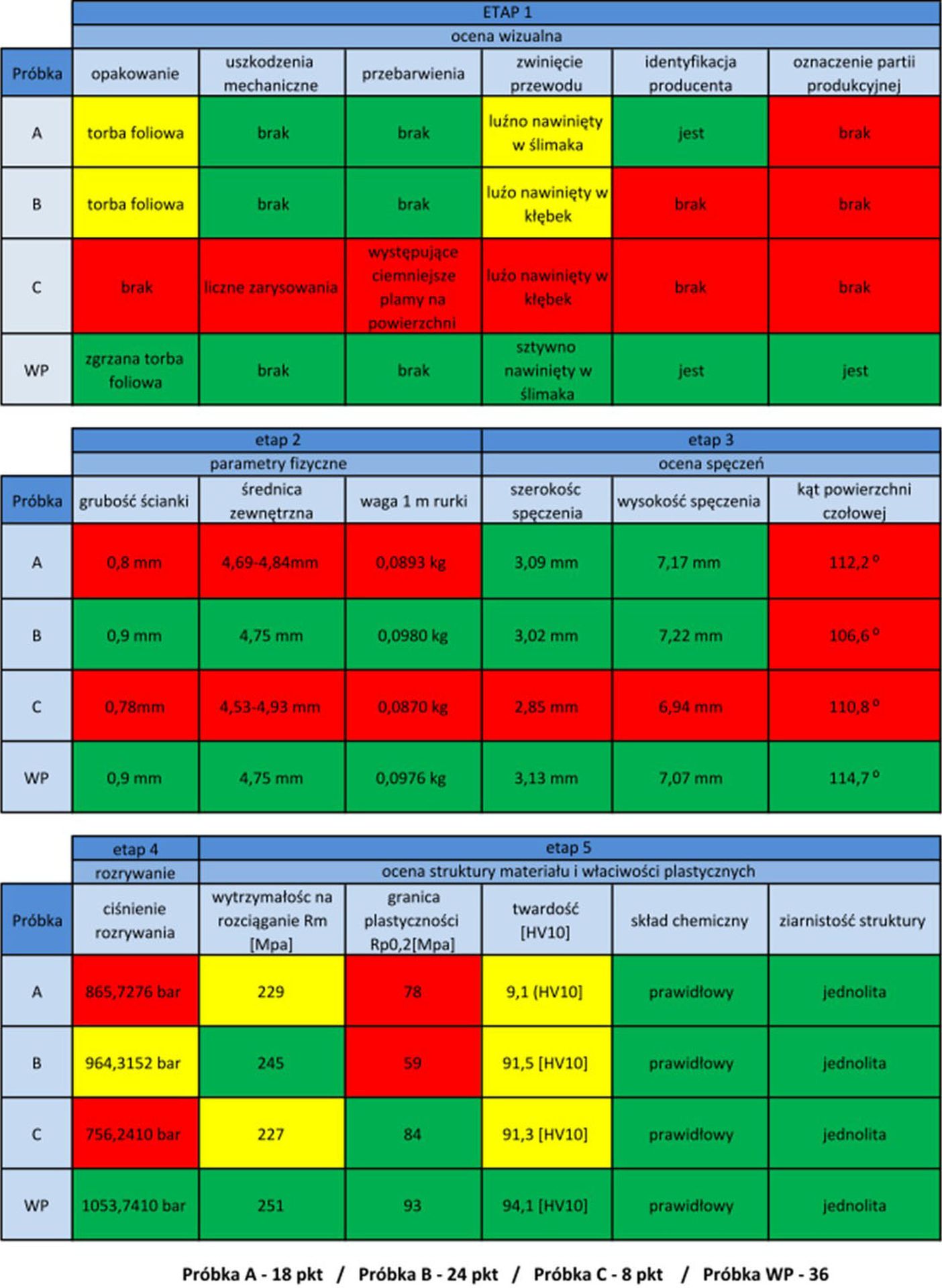
Table No. 23 - Summary of the results and total score for each sample.
IV. Summary
In concluding the research, we will return to the thesis contained in the title that not all copper brake lines are the same. This was clearly demonstrated by the various stages of the research procedure. After the last laboratory step, the final conclusion was clear. We note that in the case of the tested coils, the differences in strength tests did not result from the chemical composition of the material or its structure, but mostly from the parameters related to the physical size of the tube, its hardness and the quality control of the manufacturer's production process. The extensive testing process has shown that the wall thickness that we are constantly reminded of matters and that the value of 0.9mm we recommend is absolutely reasonable. The sample "C", which had the thinnest wall, did not meet any strength requirements for a ready made brake line. The "B" sample, just like "WP", had a 0.9mm wall. It achieved decent results, but recorded lower values in the tear test. This is due to the difference in plastic properties related, inter alia, to the hardness of the material, which is caused by a complicated technological process. This example shows that the savings in the production of the brake line will always come out and will be reflected somewhere in the reduction of the product quality. In addition to the typical strength differences, it turned out that there are also functional differences that also need to be taken into account. Sample "C" again did not perform well as it was in the worst starting condition, without packaging and without any identification data. Sample "B" turned out to be decent, but for some reason the manufacturer remains anonymous and deprives the user of being able to identify him by the product. The "A" sample had the manufacturer's reference but no batch reference. An interesting fact, which we did not mention in the test procedure, is the fact that in the case of the "A" sample, instead of the batch marking, there is a standard number on it, which, to our surprise, after testing, the manufacturer does not apply. It comes as no surprise to us that our coil dominated the research. At every stage of production or preparation of the product for sale, we try not only to meet the standards, but also to set standards in this product group. There is a free market, so everyone can choose the product they want, but we wanted to draw customers' attention to the features of the product that cannot be seen at first glance. The apparently same tube may have different physical dimensions, such as the wall thickness mentioned many times, or the outer diameter, a differently prepared material having different plastic parameters which translate into its strength. These are features that directly affect the price of the product, so the cheaper one should always make us alert. It is worth choosing producers who stand for quality and standards, which in the case of the braking system are not only a marketing trick, but a real value responsible for safety.
Prepared by: Damian Sołtysiak, Sales Specialist of the "WP" Company